
1.焊丝的化学成分应基本与焊件母材的化学成分相匹配,并保证焊缝有足够的力学性能和其它性能。
2.焊丝的熔点应等于或略低于被焊金属的熔点。
3.焊丝应能保证必要的焊接质量,如不产生气孔、夹渣、裂纹等缺陷。
4.焊丝表面应无油脂、锈蚀和油漆等污物。
一、焊丝中的化学元素对焊接质量的影Ⅱ向
下面对气焊丝中的碳(C)、硅(Si)、锰(Mn)、铬(Cr)、镍(Ni)、硫(S)、磷(P)等元素对焊接质量的影响作简要介绍:
碳(C) 碳是钢中的主要合金元素,随着含碳量的增加,钢的强度、硬度提高,耐磨性增加,但塑性降低。若含碳量过高,就会使钢的淬火倾向增加,特别是钢中存在更多的其它合金元素时,淬硬倾向就更大。在焊接过程中,碳是良好的脱氧剂,但由于在高温下还原作用过分强烈,会引起较大的飞溅和产生气孔。因此,常用的低碳钢焊丝的含碳量规定应小于0.2%。
硅(si) 硅是脱氧剂和合金剂。钢中适量的硅能提高钢的强度,但如果硅含量过高,就会降低钢的塑性和韧性。在焊接过程中,硅与氧形成二氧化硅(SiO2),硅含量多时,容易造成夹渣和降低焊缝的塑性。所以,除合金钢焊丝外,焊丝中的含硅量应控制在0.07%的范围以内。
锰(Mn) 锰在钢中是合金剂、脱氧剂和脱硫剂。钢中锰的含量在2%以下时,锰起强化基体作用,可以提高钢的强度和韧性。但含锰量超过了2%时,将会增加钢的淬火倾向。在焊接过程中,锰与氧形成氧化锰(MnO),与硫形成硫化锰,氧化锰和硫化锰变成熔渣浮于熔池表面,从而减少了热裂纹的倾向。一般碳素钢焊丝的含锰量为0.3%~0.55%,低合金钢或合金钢焊丝的含锰量可达2%。
铬(Cr) 铬在合金钢和不锈钢中,是一种合金元素,能够提高钢的硬度、耐磨性和耐腐蚀性等。而在低碳钢中,铬是杂质,会被氧化成难熔的三氧化二铬(Cr2O3),形成夹渣。因此,在一般碳素钢焊丝中含铬量不应大于0.2%。
镍(Ni) 镍在合金钢和不锈钢中是合金元素,在一般钢中是有害杂质。由于在焊接过程中,少量的镍会与硫结合,产生低熔点共晶,因此,在一般钢焊丝中规定含镍量应在0.3%以下。
硫(S) 硫在钢中是极其有害的杂质,硫能引起偏析,导致钢的成分不均匀,还能降低金属的耐腐蚀性。在焊接过程中,硫与铁能化合成硫化亚铁。硫化亚铁为低熔点化合物,并能与其它化合物形成熔点更低的低熔点共晶,而导致热裂纹。所以在一般焊丝中规定含硫量不得大于0.04%;优质焊丝中不大于0.03%;高级优质焊丝中不大于0.025%。
磷(P)磷也是有害杂质。磷在钢中以磷化铁的形式存在,磷化铁的存在大大地降低钢的冲击韧性。在焊接过程中,生成的磷化铁导致焊缝金属变脆、产生冷脆现象。磷化铁还能与其它物质形成低熔点共晶物,产生热裂纹。所以一般焊丝中规定含磷量不得大于0.04%;优质焊丝中不大于0.03%;高级优质焊丝中不大于0.025%。
在焊接过程中,由于气体、熔渣和液体金属的相互作用,使一些有益的合金元素烧损,使焊缝的组织和性能发生变化,为了使焊接接头具有一定的力学性能和满足某些特殊性能的要求,在焊缝中需要补充一些合金元素。例如在气焊灰铸铁时,为了防止焊缝金属产生白口,应使焊丝中碳、硅含量高于母材,尤其是冷焊时,气焊丝中碳、硅含量可高达4.5%。若在焊丝中加入一定量的钼(Mo),则可提高焊缝的耐热和抗裂性能。为了提高工件的耐磨性,生产中常用一些堆焊焊丝使工件表面渗入必要的合金元素。
二、气焊丝的选用和保存
在选用气焊丝时,应着重考虑以下问题:
(一)考虑母材的力学性能 一般应根据焊件的合金成分来选用焊丝。如遇到焊件的某些合金元素在焊接过程中,易被烧损或蒸发的情况时,应当选用该合金元素含量高一些的焊丝,补充烧损或蒸发的一部分损失,以达到焊件原来的力学性能。因此在选用焊丝时,首先要考虑到焊件的受力情况。例如,需要强度高的焊接接头,应当选用比母材强度高或相同的焊丝;焊接受冲击力的焊件时,应当选用韧性好的焊丝;要求焊件耐磨,应当选用耐磨材料的焊丝。总之,焊丝的选用首先要符合焊件性能要求。
(二)考虑焊接性 除了保证焊件的力学性能外还应考虑到焊缝金属和母材的熔合及其组织的均匀性。这与焊丝的熔点和母材的熔点之差有关。一般要求焊丝的熔点等于或略低于母材的熔点。否则在焊接过程中就容易形成烧穿、咬边或在焊缝金属中形成夹渣。
焊丝填入焊缝后,焊缝金属和熔合线处的晶粒组织要求细密,没有夹渣、气孔、表面裂纹和塌陷等缺陷,才能符合焊接质量要求。例如属于钢类的焊丝,在焊接过程中,应使熔池金属没有沸腾喷溅等情况,熔池略微呈现油亮的粘稠状态,凝固后的焊缝表面应没有裂纹、塌陷、粗糙等现象,这样的焊丝即为较好的焊丝。如果发现熔池出现飞溅时,可能是由于焊丝中碳含量过高,焊丝表面有铁锈及油污,或是过烧引起的。这时可用气焊火焰把焊丝一端熔化后观察一下,如果略微呈现油亮而粘稠状态,冷却后表面光亮,说明不是焊丝的问题,而是过烧或母材中的氧化物造成的。
(三)考虑焊件的特殊要求 焊接对介质和温度等有特殊要求的焊件,应当选用能满足使用要求的焊丝。例如,焊接不锈钢焊件时,应选用能使焊缝金属具有耐腐蚀性能的焊丝。耐高温的焊件,焊缝金属也必须是耐高温的。要求导电的焊件,焊缝金属就必须导电性能良好。当焊接在腐蚀介质中工作的不锈钢容器或零件时,应当选用铬(Cr)、镍(Ni)含量比母材成分高,而含碳量要低一些的不锈钢焊丝。如焊接耐高温的含
铬(Cr)、钼(Mo)的合金钢管或容器时,应当选用含钼或铬量比焊件成分高一些的焊丝。
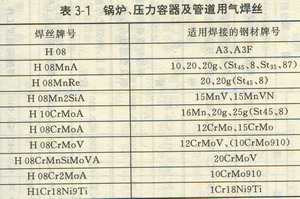
焊丝规格一般为∮2mm、∮2.5mm、∮3mm等,常用于锅炉、压力容器及管道的气焊丝详见表3—1。
为确保焊丝质量和避免混料,应对每捆焊丝的头尾进行化学分析,合格后方可入库。入库的焊丝应按类别、牌号、规格分开,涂油后堆放在干燥的地方,以防焊丝表面生锈和腐蚀。
三、气焊丝的分类和用途
根据国家标准《焊接用钢丝》(GBl300一77)等规定,焊丝可分为碳素结构钢焊丝、合金结构钢焊丝和不锈钢焊丝及铸铁、有色金属焊丝等。
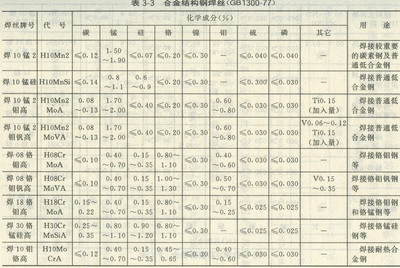
(一)碳素结构钢和合金结构钢用焊丝 详见表3—2和表3—3。
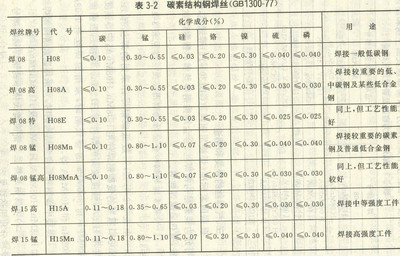
由表3—2可知,一般低碳钢焊件采用的焊丝有H08、H08A;重要的低碳钢焊件用H08Mn、H08MnA;中等强度焊件用H15A;强度较高的焊件用H15Mn。焊接屈服强度为300MPa和350MPa的普低钢时,采用的焊丝有H08A、H08Mn和H08MnA等。
焊接中碳钢和低合金结构钢时,可采用碳素结构钢焊丝,如H08Mn、H08MnA、H10Mn2及H10Mn2MoA等。
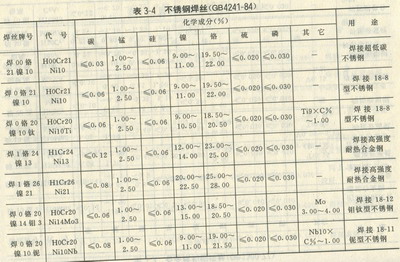
(二)不锈钢用焊丝 铬镍奥氏体不锈钢焊丝的牌号、化学成分和用途详见表3—4。
(三)铸铁用焊丝。详见下表。下表列出两种灰铸铁焊丝的牌号、化学成分和用途。焊接灰铸铁时,这两种牌号的焊丝可以通用,也可以根据表中的化学成分自行浇铸。
| 焊丝牌号 |
化学成分(%) |
用 途 | ||||
| 碳 | 锰 | 硅 | 硫 | 磷 | ||
| 丝401A | 3.OO~3.60 | 0.50~O.80 | 3.00~3.50 | ≤0.08 | ≤0.05 | 补焊灰铸铁 |
| 丝401B | 3.00~4.00 | 0.50~O.8C | 2.75~3.50 | ≤0.05 | ≤0.05 | 补焊灰铸铁 |
(四)铜及其合金用焊丝 铜及其合金常用的焊丝的牌号、化学成分和用途详见下表。
| 牌号 | 名 称 | 化学成分(%) | 熔点(℃) | 主要用途 |
| 丝201 |
特制紫铜焊丝 |
锡1.OO~1.20 硅0.35~0.50 锰0.35~0.50 磷0.1 铜余量 |
1050 |
适用于紫铜的焊接 |
| 丝202 |
低磷铜焊丝 |
磷0.20~0.40 铜余量 |
1060 |
适用于紫铜的焊 接 |
| 丝221 |
锡黄铜焊丝 |
锡0.80~1.20 硅0.15~0.35 铜59~61 锌余量 |
890 |
用于黄铜焊接和 用于钎焊铜、铜镍合 金、灰铸铁、钢以及 镶嵌硬质合金刀具等 |
| 牌号 | 名 称 | 化学成分(%) | 熔点(℃) | 主要用途 |
| 丝222 |
铁黄铜焊丝 |
锡0.70~1.00 硅0.05~0.15 铁0.35~1.20 锰0.03~0.09 铜57~59 锌余量 |
860 |
用途同上,但流动 性较好,焊缝表面略 呈黑斑状,焊接时烟 雾少 |
| 丝224 |
硅黄铜焊丝 |
硅0.30~0.70 铜61~69 锌余量 |
905 |
用途同上,由于含 Si 0.5%左右,故气 焊时能有效地控制 锌的蒸发,得到满意 的机械性能 |
气焊锡青铜时可采用与母材类似的青铜棒作焊丝,但含锡量应当比母材高出1%~2%,或用含磷(P)、硅(si)、锰(Mn)等脱氧元素的青铜棒。气焊铝青铜时也采用与母材相同成分的焊丝。
(五)铝及铝合金焊丝 当焊接纯铝、铝锰、铝镁及铝硅等铝合金时,一般采用和母材相近的标准牌号的焊丝或母材的切条。常用的铝和铝合金焊丝的牌号、化学成分和用途详见下表。
| 焊丝牌号 |
名称 |
化学成分(%) |
熔点 |
用 途 | ||||
| 镁 | 锰 | 硅 | 铁 | 铝 | (℃) | |||
| 丝301 |
纯铝焊丝 |
99.6 |
660 |
焊接纯铝 和要求不高的铝合金 | ||||
| 丝311 |
铝硅合 金焊丝 |
4~6 |
余量 |
580~ 610 |
焊接除铝 镁合金以外 的铝合金 | |||
| 丝321 |
铝锰合 金焊丝 |
1.O~ 1.6 |
余量 |
643~ 654 |
焊接铝锰 或其它铝合 金 | |||
| 丝331 |
铝镁合 金焊丝 |
4.7~ 5.7 |
0.2~ 0.6 |
0.2~ 0.5 |
≤O.4 |
余量 |
638~ 660 |
焊接铝镁 及其它铝合 金 |
(六)镁(Mg)合金用焊丝 镁合金焊丝均需与母材同牌号。焊丝可用冷拉、冷拔或铸造的方法制造,直径以5~8mm为宜。
焊丝的质量对焊接质量有直接影响,使用前要认真挑选,凡疏松、夹渣、气孔、过热等材质差的焊丝,均不能使用。
TAG: 气焊工