
用焊接方法连接的接头即焊接接头,焊接接头包括焊缝、熔合区和热影响区。常用的气焊焊接接头有卷边接头、对接接头、搭接接头、角接接头及T形接头。焊接接头的类型取决于焊件的结构形式、焊件材料、焊件厚度、强度要求和施工条件等,一般气焊时接头的主要类型是对接接头。
气焊0.5~1mm的薄钢板时,宜采用卷边接头及角接接头;当板厚小于或等于3mm时,亦可采用不开坡口的对接接头;当板厚小于或等于4mm时,可采用搭接接头或T形接头,但由于这种接头在焊后会使焊件产生较大的变形,所以很少采用气焊,通常都选用电弧焊或气体保护焊的方法施焊;当板厚大于5mm时,只有在万不得已的情况下,才采用气焊,一般情况下应采用电弧焊或其它焊接方法。
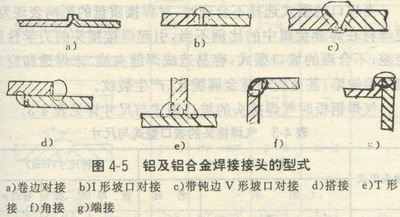
气焊有色金属的焊接接头的类型,一般来说,气焊纯铜时最常用的是对接接头,而其它接头类型应尽量少用;气焊黄铜时,一般采用对接接头;铝及铝合金的焊接接头的一般类型如图4—5所示。
二、气焊焊接接头的坡口型式
焊接时,根据设计和工艺的需要,在焊件的待焊部位加工的一定几何形状的沟槽称为坡口。气焊焊接接头坡口的最基本型式有不开坡口、I型坡口、V型坡口、U型坡口及X型坡口等。
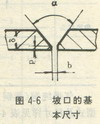
坡口的基本尺寸由间隙(b)、坡口角度(∝)、钝边(P)和卷边(p)等组成,详见图4—6和表4—3。选择哪一种坡口型式一般与接头类型、板厚及被焊金属材料有关。x型坡口与V型坡口相比较,在板厚一定的前提下,X型坡口的熔敷金属量都小于V型坡口,而且板厚增加,这种差别就越明显,所以焊件厚度较大时选用x型坡口更为合理。由于X型坡口需要双面施焊,如采用对称交替焊法,可使工件的变形相互抵消,能够更好地控制焊接变形。但是,对于X型坡口的焊接,工件必须能够翻转或采用仰焊的方法才能完成背面焊缝的焊接,因而在操作上给焊接带来一定的难度。
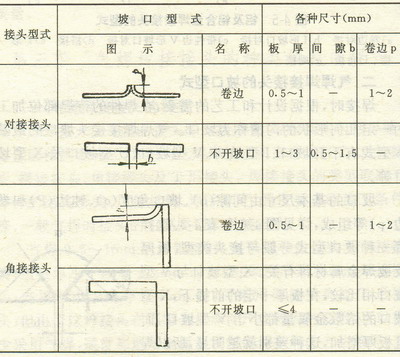
当坡口的型式选择不合理时,对焊接质量的影响表现为:使母材在焊缝金属中的比例不当,引起焊接接头的力学性质变差;不合理的坡口型式,容易造成焊缝夹渣、未焊透和应力集中等缺陷;甚至使焊缝金属脆化、产生裂纹。气焊钢板时气焊接头的坡口型式与尺寸详见表4—3。
表4—3气焊接头的坡口型式与尺寸
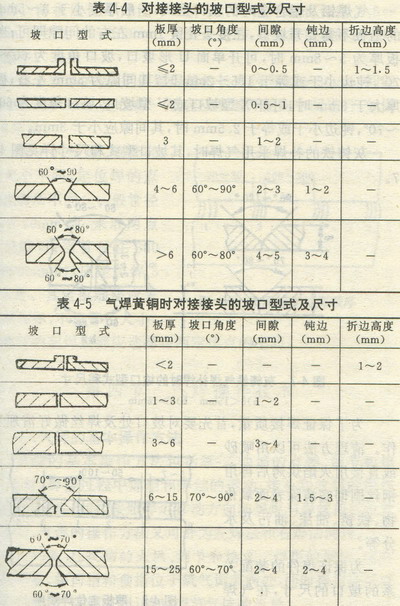
气焊纯铜(紫铜)时一般采用对接接头,对接接头的坡口型式及尺寸详见表4—4。
气焊黄铜时,采用的对接接头的坡口型式及尺寸详见表4—5。
气焊铝及铝合金时的坡口型式,一般厚度小于3~5mm的铝板不需要开坡口,在接头处留1mm左右的间隙即可;当板厚为5~8mm时,可开单面U形坡口,坡口角度为60°~70°,钝边小于或等于1.5~2mm时,其间隙为3mm左右;板厚大于8mm时,可开X型坡口或V型坡口,坡口角度为60°~70°,钝边小于或等于2.5mm时,其间隙应小于3mm。
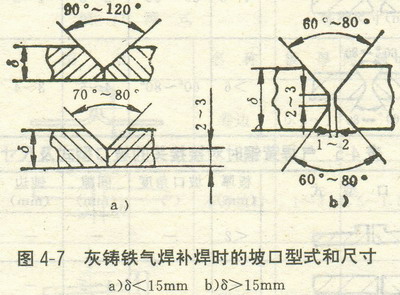
灰铸铁的补焊采用气焊时,其坡口型式和尺寸详见图4—7。
为了保证焊接质量,首先要对坡口处及焊丝做好清理工作。清理方法可以用喷砂或直接用火焰烘烤后再用钢丝刷彻底清除表面氧化物、铁锈、油漆、油污及水分等。
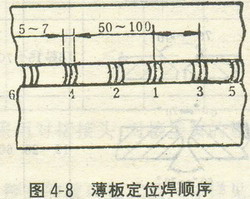
为保证焊件的装配关系的坡口的尺寸,在气焊施焊前必须对焊件进行定位焊。薄板定位焊如图4—8所示。定位焊缝的长度为5~7mm,间距为50~100mm。为防止变形,应注意正确的定位焊接顺序。
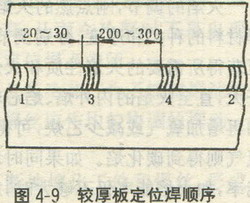
对于较厚的板,定位焊焊缝的长度约为20~30mm,间距为200~300mm,定位焊一般应从两端开始向中间进行,如图4—9所示。
管子的气焊,随管径的大小不同,定位焊的点数也有所不同。一般管径小于70mm时,采取两点定位即可;当管径在300~500mm时,应定位焊3~5处。其定位顺序应采取对称焊,不论管径大小,气焊时的起焊点都应选择在两定位点的中间。
TAG: 气焊工