
一、减压器的作用和分类
由于气瓶内压力较高,而气焊和气割所需的压力却较小,所以需要用减压器来把储存在气瓶内的较高压力的气体降为低压气体,并应保证所需的工作压力自始至终保持稳定状态。总之,减压器是将高压气体降为低压气体、并保持输出气体的压力和流量稳定不变的调节装置。
减压器按用途不同可分为氧气减压器和乙炔减压器等,还可分为集中式和岗位式两类;按构造不同可分为单级式和双级式两类;按工作原理不同可分为正作用式和反作用式两类。目前,常见的国产减压器以单级反作用式和双级混合式(第一级为正作用式、第二级为反作用式)两类为主。常用减压器的型号和主要技术数据详见表1—4。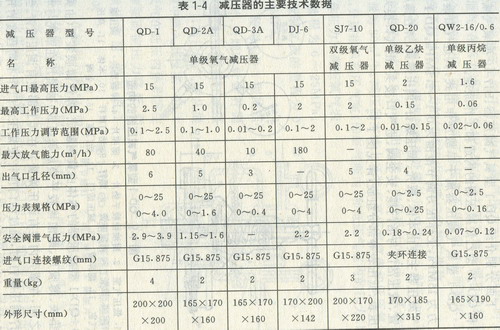
二、减压器的构造和工作原理
下面分别介绍QD一1型氧气减压器、SJ7—10型氧气减压器和QD一20型乙炔减压器的构造和工作原理。
QD一1型氧气减压器属于单级反作用式,其进气口最高压力为15MPa,工作压力调节范围为0.1~2.5MPa。QD一1型氧气减压器主要由本体、罩壳、调压螺钉、调压弹簧、弹性薄膜装置、减压活门与活门座、安全阀、进气口接头、出气口接头、高压表、低压表等部分组成,详见图1—9。
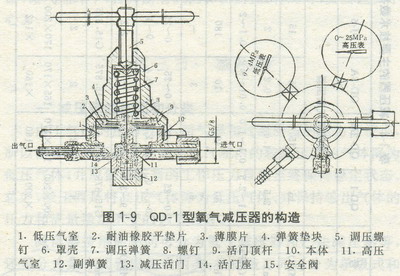
QD一1型减压器的本体由黄铜制成,弹性薄膜装置(由弹簧垫块、薄膜片、耐油橡胶平垫片等组成)被紧压在罩壳与本体之间,在罩壳内装有调压弹簧并在其上部旋有调压螺钉。当旋拧调压螺钉时,通过活门顶杆使减压活门作不同程度的开启和关闭,调节氧气的减压程度或停止供氧。在减压器的本体上设有与低压室相通的安全阀,当减压器发生故障,低压气室的压力超过安全阀开启压力时(氧气压力大于2.9MPa时开始泄气,在压力达到3.9MPa时完全打开),氧气便自动打开安全阀而逸出。这样,既保证低压表不因受到冲击而损坏,又避免了超过工作压力的气体流出而造成的其它事故。
QD一1型减压器进气接头处螺纹尺寸为G15.875mm,接头的内径尺寸为5.5mm,出气接头内径尺寸为6mm,其最大流量为80m3/h。减压器本体上还装有高压氧气表和低压氧气表,分别指示高压气室(即争气瓶内)和低压气室内的压力(即工作压力)。高压氧气表的量程为0~25MPa。低压氧气表的量程为0~4MPa。
使用OD一1型减压器时,当顺时针旋拧调节螺钉时,可顶开减压活门,高压氧气便从缝隙中流入低压室。由于氧气在低压内体积发生膨胀而使压力降低,即减压作用,详见图1—10。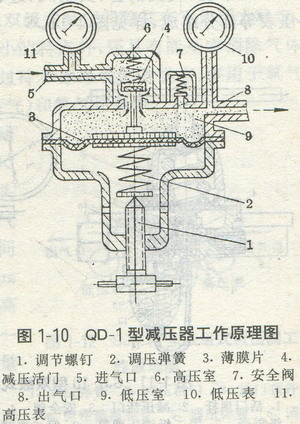
在使用过程中,如果气体输送量减少,即低压室压力增高,通过高压表薄膜片压缩调压弹簧,带动减压活门向下移动,使开启程度逐渐减少;反之,减压活门的开启程度就会逐渐增大。当氧气瓶内的氧气压力逐渐下降时,在高压室中促使减压活门关闭的作用力也就逐渐减小,即减压活门的开启程度逐渐增大,结果仍保证了低压室内氧气的工作压力稳定,这就是减压器的稳压作用。
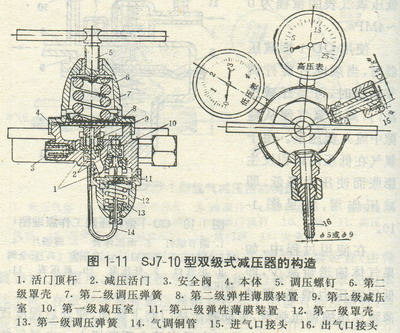
SJ7—10型氧气减压器属于双级式减压器,其进气口最高工作压力为15MPa,工作压力调节范围为0.1~2MPa。由于是通过了两级调压,因而工作压力更加稳定,流量也比一般减压器大。
SJ7—10型双级式减压器主要由本体、第一减压系统、第二减压系统、气调铜管、安全阀、进、出气口接头、高压表和低压表等部分组成,详见图1一11。
SJ7—10减压器的本体是由黄铜(HPb59—1)制成。两级减压系统的构造基本相似,均由活门顶杆、调压弹簧、弹性薄膜装置、减压活门等零部件组成。第一级减压系统主要用于将高压气体自动降低为中压气体,降至压力为2MPa,然后送入第二级减压系统。在第二级减压系统,当旋拧调压螺钉时,通过调压弹簧、弹性薄膜装置及活门顶杆,使减压活门作不同程度的开启和关闭,以用来调节由第一减压系统送入的氧气的减压程度或停止供气。
气调铜管是一种用紫铜制作的补偿管。其主要作用是当高压供气源的压力急剧下降时,使输出供使用的低压气体仍能保持稳定的工作压力。双级式减压器除具有工作压力稳定、受瓶内压力高低影响较小的特点外,还具有能基本消除气体消耗量增加时所产生的过冷和冰冻现象的优点,多用于氧气汇流排(几只钢瓶汇流供气)和氧气切割中。
SJ7—10型双级式减压器进气接头螺母螺纹尺寸为G15.875mm,接头的内径尺寸为7mm,出气接头的内径尺寸可按不同需要选用5mm或9mm两种。在本体上安装的高压氧气表的量程为0~25MPa,低压氧气表的量程为0~4MPa。
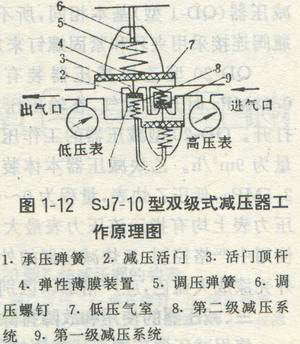
SJ7—10型双级式减压器的工作原理详见图1~12。
当减压器处在非工作状态时,应使调压螺钉逆时针旋转,直至调压弹簧处于松弛状态。当氧气瓶阀开启时,高压氧气从进气口流入第一减压系统,由于弹簧的作用,气体自动降到2MPa后进入第二级减压系统。当使用减压器时,顺时针旋转调压螺钉,通过调压弹簧、弹性薄膜装置、活门顶杆,克服承压弹簧的压力把减压活门顶开,使气体经过两次减压后进入低压气室内,再由出气口供给工作地点使用。
一般双级式减压器是正作用式和反作用式混合应用的结构,这样可以使升压特性和减压特性相互抵消。因而减压器输出的低压气体能更稳定地保持工作压力,使之不随瓶内气体压力的改变而发生变化。
QD一20型单级乙炔减压器供瓶装溶解乙炔减压用。QD一20型乙炔减压器进口最高压力为2MPa,工作压力的调节范围为0.01~0.15MPa。
QD一20型乙炔减压器的构造和工作原理与单级式氧气减压器(QD一1型)基本相同,所不同的是乙炔减压器与乙炔瓶阀连接采用夹环和紧固螺钉来加以固定,详见图1—13。
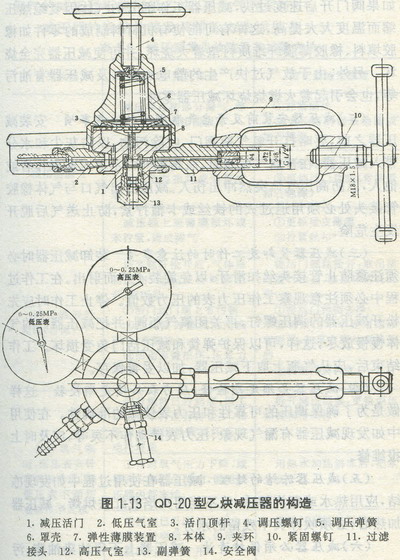
QD一20型乙炔减压器装有安全阀,当输出压力大于0.18MPa时开始泄气,在输出压力达到0.24MPa时安全阀打开。QD一20型减压器的工作压力为0.15MPa时的最大流量为9m3/h。乙炔减压器本体装有高压乙炔表,量程为0~2.5MPa,低压乙炔表,量程为0~0.25MPa。在乙炔减压器的压力表上均有指示该压力表最大许可工作压力的红线,以便使用中严格控制。乙炔减压器的外壳漆成白色,氧气减压器的外壳漆成天蓝包,应严格加以区别。
三、减压器的使用和故障排除
使用减压器应按下述规则执行:
(一)氧气瓶放气或开启减压器时动作必须缓慢 否则,如果阀门开启速度过快,减压器工作部分的气体因受绝热压缩而温度大大提高,这样有可能使有机材料制成的零件如橡胶填料、橡胶薄膜纤维质衬垫着火烧坏,并可使减压器完全烧坏。另外,由于放气过快产生的静电火花以及减压器有油污等,也会引起着火燃烧烧坏减压器零件。
(二)减压器安装前及开启气瓶阀时的注意事项 安装减压器之前,要略打开氧气瓶阀门,吹除污物,以防灰尘和水分带入减压器。在开启气瓶阀时,瓶阀出气口不得对准操作者或他人,以防高压气体突然冲出伤人。减压器出气口与气体橡胶管接头处必须用退过火的铁丝或卡箍拧紧,防止送气后脱开发生危险。
(三)减压器装卸及工作时的注意事项 装卸减压器时必须注意防止管接头丝扣滑牙,以免旋装不牢而射出。在工作过程中必须注意观察工作压力表的压力数值。停止工作时应先松开减压器的调压螺钉,再关闭氧气瓶阀,并把减压器内的气体慢慢放尽,这样,可以保护弹簧和减压活门免受损坏。工作结束后,应从气瓶上取下减压器,加以妥善保存。
(四)减压器必须定期检修,压力表必须定期校验这样做是为了确保调压的可靠性和压力表读数的准确性。在使用中如发现减压器有漏气现象、压力表针动作不灵等,应及时上报维修。
(五)减压器冻结的处理减压器在使用过程中如发现冻结,应用热水或蒸汽解冻,绝不能用火焰或红铁烘烤。减压器加热后,必须吹掉其中残留的水分。
(六)减压器必须保持清洁 减压器上不得沾染油脂、污物,如有油脂,必须在擦拭干净后才能使用。
(七)各种气体的减压器及压力表不得调换使用 如用于氧气的减压器不能用于乙炔、石油气等系统中。减压器的常见故障及其排除方法详见表1—5。
| 常见故障 | 故障原因及部位 | 防止措施及修理 |
| 减压器连接部分漏气,螺 纹配合松动或垫圈损坏 |
①拧紧螺丝 ②更换新的钢纸垫圈或 加石棉绳 | |
| 减压器漏气 |
安全阀漏气 活门垫料损坏或弹簧变 形 |
①调整弹簧 ②更换活门垫料(青钢纸 和石棉绳) |
| 减压器上盖薄膜损坏或 未拧紧,造成漏气 |
①更换橡皮薄膜 ②拧紧丝扣 | |
| 减压器表针 爬高(自流) |
调节螺杆松开后,气体继 续流出,低压表针继续上 升,原因是: ①活门或门座上有污物 ③活门密封垫或活门座 不平(有裂纹) ⑧回动弹簧损坏,压紧力 不够 |
将活门螺丝松开,取出活 门进行检查,按损坏情况处 理: ①将活门污物去净 ②将活门不平处用细砂 布磨平,如果有裂纹要换新 的 ⑧调整弹簧长度 |
| 打开氧气瓶 |
调节螺杆已拧到底,但工 作压力不升或升得很少,其 原因是调压弹簧损坏或传 动杆弯曲 |
拆开减压器盖,更换调压 弹簧和传动杆 |
| 时,高压表表针 已表示有氧,但 低压表不动作 或动作不灵敏 |
工作时氧气压力下降,或 表针有剧烈的跳动,说明减 压器内部冻结 |
用热水加热解冻后,把水 分吹干 |
| 低压表已升到工作压力, 但使用时突然下降,说明氧 气瓶阀门没全打开 |
继续打开氧气阀门 |
TAG: 气焊工