
气焊是利用可燃气体与氧气混合燃烧的火焰加热金属的。氧气本身是不能燃烧的,但它能帮助其它可燃物质燃烧,是助燃物质。所谓燃烧,实质上是指氧或氧化剂和其它物质进行强烈的氧化反应,并伴随有发光发热的过程。发生燃烧必须同时具备三个条件,即可燃物质、氧与氧化剂和导致燃烧着火源。
氧气是一种无色、无味、无毒的气体,分子式为O2,在0.1MPa和0℃时,1m3的氧气,重量为1.43kg,比空气略重(空气为1.29kg)。当温度降至-182.96℃,氧气由气态变成淡蓝色的液体,在-218℃,液态氧则变成雪花状的淡蓝色固体。氧气具有很强的化学活泼性,它能和许多元素化合生成氧化物。
空气中氧气体积只占21%,氮气体积占78%,其余气体仅占1%。工业常采用液化空气分离法制取氧气。制取氧气的过程是,先将空气高压压缩后冷却至液态储入液化器中,液化的空气经分油器除去其中的油脂和水分,再在分馏器内将氮和氧分离(液态氮在-195.8℃时开始气化,氧在-182.96℃由液态开始气化成氧气)。分离出的氧气被压缩到12MPa或15MPa,装入氧气瓶内。
氧气的纯度对气焊、气割的质量有很大影响。氧气不纯,主要是混有氮气,在燃烧时会消耗大量的热量,造成火焰温度降低,焊接时使金属焊缝氮化,严重地影响焊缝金属的质量。工业用氧气纯度分为两级:一级纯度不低于99.2%,用于气焊;二级纯度不低于98.5%,用于气割。
二、氧气瓶
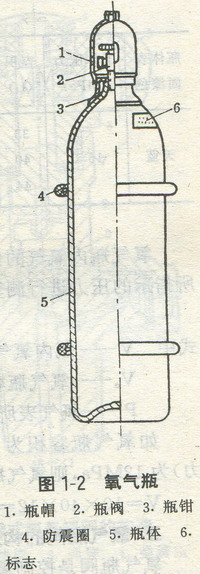
氧气瓶是储存和运输氧气的高压容器。瓶内要灌入压力为15MPa(150个大气压)的氧气,还要承受搬运时的振动、滚动和撞击等外部的作用力。氧气瓶的构造详见图1—2,氧气瓶用42Mn2低合金钢锭经反复挤压、扩孔、拔伸、收口等工序制造成圆柱形容器,底部呈凹面形状,使气瓶直立时保持平稳。瓶体外部装有两个防震圈,瓶体上部瓶口内有螺纹,用以旋装瓶阀,瓶口外部套有瓶钳,用以旋装瓶帽,以保护瓶阀不受意外碰撞而损坏。
氧气瓶瓶体和瓶帽外表面漆成天蓝色,并用黑漆写明“氧气”字样。对氧气瓶有严格的材质要求和制造质量标准,为保证安全,氧气瓶在出厂前都必须经过水压试验。水压试验的试验压力是工作压力的1.5倍。试验合格后,在瓶的上部球面部分用钢印标明:瓶标志号、工作压力和试验压力、下次试压日期、瓶的容量和重量、制造工厂、制造年月、检验员钢印、技术检验部门钢印等。氧气瓶经过三年使用期后,应进行水压试验。如果因腐蚀等原因使质量减轻超过2kg,应进一步用无损探伤或射线透视测定其壁厚,确定能否继续使用。
我国生产的氧气瓶规格,详见表1—1。其中40L容积的氧气瓶较普遍,这种氧气瓶在15MPa(150标准大气压)的压力下,可以储存相当于标准大气压下容积为6m3的氧气。
| 瓶体表 面漆色 |
工作压力 (MPa) |
容积 (L) |
瓶体外径 (mm) |
瓶体高度 (mm) |
重量 (妇) |
水压试验压力 (MPa) |
采用 瓶阀 |
| 天蓝 |
15.O |
33 40 44 |
219 |
1150±20 1137±20 1490±20 |
45±2 55±2 57±2 |
22.5 |
QF-2 铜阀 |
氧气瓶内氧气的储存量可以根据氧气瓶的容积和氧气表所指示的压力进行测算,测算公式为:
V一10VoP(L)
式中V——瓶内氧气储气量(L);
Vo——氧气瓶容积(L);
p——氧气表所指示压力(MPa)。
如氧气瓶容积为40L,氧气瓶内气压(氧气表所指示压力)为12MPa,则氧气瓶内氧气的储存量为:
V=10×40×12=4800(L)或4.8m3
三、氧气瓶阀的构造和故障排除
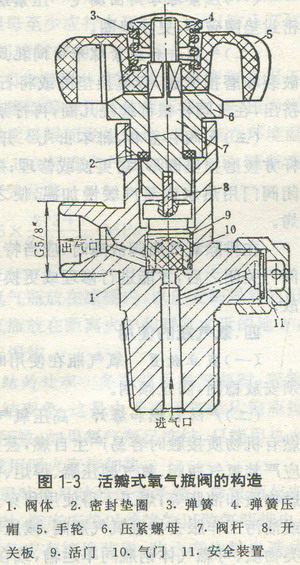
氧气瓶阀是控制氧气瓶内氧气进、出的阀门。目前国产氧气瓶阀分为活瓣式和隔膜式两种,隔膜式气密性好,但因容易损坏,使用寿命短,所以目前主要采用活瓣式氧气瓶阀。活瓣式氧气瓶阀的构造详见图1—3。
活瓣式氧气瓶阀主要由阀体、密封垫圈、弹簧、弹簧压帽、手轮、压紧螺母、阀杆、开关板、活门、气门和安全装置等构成,除手轮、开关板、弹簧、密封垫圈和活门外,其余都是用黄铜或青铜制成的。为使氧气瓶阀和瓶口配合紧密,阀体与氧气瓶口配合的一端为锥形管螺纹。阀体旁侧与减压器连接的出气口端为G5/8英寸(15.875mm)的管螺纹。在阀体的另一侧有安全装置,它由安全膜片、安全垫圈和安全帽组成。当瓶内压力达到18~22.5MPa时,安全膜片自行爆破而泄至大气中,从而保证气瓶安全。
旋转手轮时,阀杆随之转动,再通过开关板使活门一起旋转,造成活门向上或向下移动。手轮按逆时针方向旋转,活门向上移动,使气门开启,瓶内氧气从瓶阀的进气口进入、出气口喷出。手轮按顺时针方向旋转,活门向下压紧,由于活门内嵌有用尼龙制成的气门,因此使活门关紧则关闭瓶阀。瓶阀活门的额定开启高度为1.5~3mm。
氧气瓶阀由于长期使用,会发生漏气或阀杆空转等故障。这些故障是在装上减压器后,开启氧气阀门时才易发现。瓶阀常见故障及排除方法如下:
(一)压紧螺母周围漏气 压紧螺母未压紧,用扳手拧紧;密封垫圈破裂,更换垫圈。
(二)气阀杆和压紧螺母中间孔周围漏气 由于密封垫圈破裂和磨损造成,应更换垫圈或将石棉绳在水中浸湿后把水挤出,在气阀杆根部缠绕几圈,再拧紧压紧螺母。
(三)气阀杆空转,排不出气 开关板断裂或方套孔或阀杆方棱磨损呈圆形,需更换或修理;瓶阀内有水被冻结,应关闭阀门用热水或蒸汽缓慢加温,使之解冻,但严禁用明火烘烤。
在排除氧气瓶阀故障时,应当特别注意,一定要先把氧气阀门关闭之后,才能进行修理或更换零件,以防止发生意外事故。
四、氧气瓶的使用
(一)直立放置 氧气瓶在使用时一般应直立放置,并必须安放稳固,防止倾倒。
(二)严防自燃和爆炸 高压氧气与油脂、碳粉、纤维等可燃有机物质接触时容易产生自燃,甚至引起爆炸和火灾。因此应严禁氧气瓶阀、氧气减压器、焊炬、割炬、氧气皮管等沾上易燃物质和油脂等;焊工不得使用和穿用沾有油脂的工具、手套或油污工作服去接触氧气瓶阀、减压器等;氧气瓶不得与油脂类物质、可燃气体钢瓶同车运输,或在一起存放。
(三)禁止敲击瓶帽取瓶帽时,只能用手和扳手旋取,禁止用铁锤和其它铁器敲击。
(四)防止氧气瓶阀开启过快 在瓶阀上安装减压器之前,应先拧开瓶阀吹掉出气口内杂质,并应轻轻地开启和关闭氧气瓶阀。装上减压器后要缓慢地开启阀门,防止氧气瓶阀开启过快而造成高压氧气流速过高而引起减压器燃烧或爆炸。
(五)防止氧气阀连接螺母脱落 在瓶阀上安装减压器时,和氧气瓶阀连接的螺母至少应拧上三扣以上,以防止开气时脱落。人体要避开阀门喷射方向。
(六)严防瓶温过高引起爆炸 气瓶由于保管和使用不妥,受日光曝晒、明火、热辐射等作用而致使瓶温过高,压力剧增,甚至超过瓶体材料强度极限而发生爆炸。氧气瓶在环境温度20℃、压力为15MPa(150标准大气压)的条件下,随瓶温的增高,瓶内压力可用下式估算:
式中t——瓶温,℃。
所以,夏季必须把氧气瓶放在凉棚内,以免受到强烈的阳光照射;冬季不应将氧气瓶放在距离火炉和暖气太近的地方,以防氧气受热膨胀,引起爆炸。
(七)冬季氧气瓶冻结的处理冬季使用氧气瓶时,瓶阀或减压器可能会出现冻结现象,这是由于高压气体从钢瓶排出流动时吸收周围热量所致。如果氧气瓶已冻结,只能用热水或蒸汽解冻,严禁敲打或用明火直接加热。
(八)氧气瓶与电焊同时使用时的注意事项 氧气瓶与电焊在同一工作地点使用时,瓶底应垫以绝缘物以防气瓶带电;与气瓶接触的管道和设备应有接地装置,防止产生静电造成燃烧或爆炸。
(九)氧气瓶内应留有余气 氧气瓶内氧气不能全部用完,应留有余气,其压力为0.1~0.3MPa,以便充氧时鉴别瓶内气体和吹除瓶阀内的灰尘,防止可燃气体、空气倒流进入瓶内。
(十)氧气瓶运输时的禁忌氧气瓶在搬运时必须戴上瓶帽,并避免相互碰撞。在厂内或工地运输应使用专用小车,并固定牢靠,严禁把氧气瓶放在地上滚动。
(十一)氧气瓶必须定期进行技术检验氧气瓶在使用中必须根据国家《气瓶安全监察规程》进行定期技术检验,一般氧气瓶每三年检验一次,如有腐蚀、损伤等问题时可提前检验。经技术检验合格后才能继续使用。
TAG: 气焊工