
 |
一、机械除垢法
近些年来,由于酸洗除垢方法速度快[一般只要8~10小时(h)即可完成],并可改善工人的操作条件,所以采用酸洗法除垢日益增多,但酸洗除垢对锅炉金属有腐蚀作用,因此对铆接或胀接锅炉,尤其是当接缝地方发生裂痕时不宜采用酸洗法除垢。
机械清除水垢的方法,主要是借助手工工具和机械清除工具来清除锅炉受热面上的水垢。
1.手工工具
(1)圆口刮刀 圆口刮刀用来清除锅炉锅筒、炉胆上的水垢。同时对上述构件的附件,如气水分离器、进水分配管等,以及在某些地区狭小,不能使用机械工具的地方,均可使用圆口刮刀清除水垢。圆口刮刀是由碳素钢制成,刀口要进行淬火处理。其结构如图7— 16。
 |
(3)刮刀 刮刀是清除积结在气包搭角和气鼓内管端等地方的水垢,刮刀用工具钢制成,两头做成扁的,并磨成平头。
(4)特形刮刀 根据工作的种类和性质可做成各种不同的形状,材料用工具钢,刀口要淬火。
(5)金属刷子 是清除积结在暴露着的受热面上的水垢,也可做最后清理用。刷子是用钢丝穿在木头板上做成的,钢丝长20~30厘米(cm),有时用钢丝针布钉在一块合适的板子上。
2.机械工具 用机械方法清除锅炉受热面上的水垢时,通常使用电力驱动并带有各种铣刀头的清除工具,俗称电动铣管器。
电动铣管器清除水垢的过程:电动机驱动软轴,使软轴头上的铣刀转动,铣刀和水垢表面接触,转动的铣刀沿管子的内表面移动,旋转的铣刀对水垢进行刮削,使水垢从管壁上脱落下来。
常用的电动铣管器主要由三部分组成:
(1)动力部分 用电动机作为驱动清除水垢工具的动力,电动机固定在可移动的铸铁平板上,平板下部装有三个小轮子,在平板上面装有四个吊环;即可以在空中吊运,又便于在地面上移动,电气开关装在平板上电机的侧面。电机轴上装有联轴器以连接软轴,电机前轴承盖上装有套筒,用以连接保护软轴的软管。
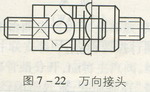
(2)传动部分 由软轴、软管和万向接头组成。软轴一端和电动机联轴器连接,联袖器用鸭舌销子式结构,软轴在软管中可有少量的轴向移动;软轴的另一端有安装清除工具的接头轴,能带动清除工具高速旋转(35型接头内装有钢轴承,55型和100型各装有两套滚动轴承)。接头前端有螺纹孔,可用于装置各种清除工具。
软轴是在一根钢心子上缠绕几层钢丝外面套以软套管组成。软轴的规格与性能见表7— 10。
表7—10 软轴的规格性能
|
轴软直 径[毫米 |
软管直径 |
软轴与软管的 最小弯曲半径 |
允许的轴向负 |
轴同管的重量 [公斤/米 |
软轴 长度 |
绕线 的层 | |
|
(mm)] |
内径 |
外径 |
[毫米(mm)] |
荷[公斤(kg)] |
(kg/m)] |
[米 (m)] |
数 |
| 12 | 18 | 26 | 250 | 100 | 1.7 | 11 | 4 |
|
轴软直 径[毫米 (mm)] |
软管直径 内径 外径 |
软轴与软管的 最小弯曲半径 [毫米(mm)] |
允许的轴向负 荷[公斤(kg)] |
轴同管的重量 [公斤/米 |
软轴 长度 [米 |
绕线 的层 | |
|
(kg/m)] |
(m)] |
数 | |||||
|
16 20 25 50 |
22 28 32 38 |
30.5 36 42.5 48.5 |
300 350 375 400 |
140 160 180 200 |
2.9 3.9 5.8 7.7 |
11 11 9 9 |
5 5 6 7 |
 |
(3)清除工具 是为清洗平面和适用于各种炉管的铣刀和圆刷等。
1)多牙铣刀 又称细牙铣刀,用以清洗较小直径的炉管。在小于55毫米(mm)的管子中都可使用。它有28毫米(mm)、32毫米(mm)和35毫米(mm)三种规格,其形状如图7一18。
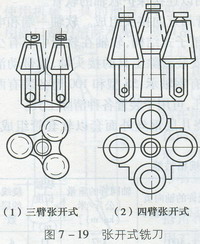
2)张开式铣刀 有三臂和四臂两种形式。三臂张开式铣刀用于清洗直径为63毫米(mm)的炉管,其张开后的外径为62毫米(mm)。四臂张开式铣刀用以清洗直径为76毫米 (mm)的炉管。当铣刀直径为95毫米(mm)时,用以清洗直径为102毫米(mm)的炉管。张开式铣刀的特点是把铣刀与铣刀轴之间做成活动的,当转动时由于离心力的作用铣刀轴即向外张开,刮削和清除水垢。此种铣刀对较大直径的炉管清洗效
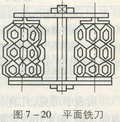 |
3)平面铣刀 用于清洗锅筒、炉胆等具有敞开式平面上的水垢,也可清洗管子内径较大的炉管,其外径为88毫米(mm)。它的特点是铣刀轴牢固地装在两个法兰之间,其形状如图7—20。平面铣刀也叫固定铣刀。
 |
 |
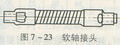
6)软轴接头 软轴接头可以代替万向接头,用以清洗弯曲半径很小
 |
7)圆刷子 是用钢丝做成各种不同直径和厚度的刷子,刷子厚度最大不超过50毫米(mm)。刷子是由一些单个的钢丝圈用螺钉紧紧地夹在两个法兰之间做成的,用来清除敞开的受热面上的水垢和有腐蚀作用的生成物。清除水垢时.将它安装在电动洗管器的软轴轴头上用电动机驱动。
国产洗管器的型号与规格见表7一 11。
| 产品型号 | 35型 | 55型 | 100型 |
|
所洗炉管[毫米(mm)] 软管直径[毫米(mm)] 软轴直径[毫米(mm)] 电动机功率[千瓦(kW)] 电动机转速[转/分(r/min)] |
35~55 25 13 1.5 1450 |
55~90 31 16 1.5 1450 |
100 38 19 2.2 1450 |
从表中可见,凡直径在35~100毫米(mm)之间的各种管子内的水垢,均可用洗管器来清洗。软轴的大小是由传递的功率和转数要求来确定的。一定直径的软轴只能经受得起一定的负荷,当超过这个负荷时,软轴就会发生扭歪。软轴直径与功率和转数的关系见表7一12。
表7—12 软轴直径与功率和转数的关系
|
功率 |
软轴每分钟转数[转/分(r/min)] | ||||||
|
[千瓦(kW)] |
1 000 |
1 200 |
1 400 |
1 600 |
2 000 |
2 400 |
3 00 |
| 软轴直径[毫米(mm)] | |||||||
|
0.75 1.1 1.5 |
25 30 30 |
25 25 30 |
20 25 25 |
20 20 20 |
16 20 20 |
16 16 20 |
12 16 16 |
|
1.8 2.2 3.0 |
30 |
30 30 |
25 30 |
25 25 30 |
20 20 25 | ||
软轴在工作时所采用的转数与水垢的性质和管子的尺寸有关。当清除长度较大和弯曲部分较多的管子以及呈暴露着的受热面,但水垢很厚时,推荐转数为1400一 1500转/分(r/min)。当清除10米(m)长以上的直管,水垢又特别坚硬,结垢厚度在5~7毫米(mm)时,推荐转数为2800~3000转/分 (r/rain)。
使用和保存软轴时的注意事项:①使用时应尽量避免软轴产生急弯,以减少软轴、软管的发热、磨损及消耗过多的电能。②如发现软轴在工作时有剧烈震动现象说明已超过负荷,应迅速切断电源。③工作开始前要检查软轴,涂上润滑油脂。使用完毕后,应将软轴从软管中抽出清除用过的润滑油脂及污垢,并重新上油。软油在每使用20~30小时(h)后,即应抽出检查清理和涂油。④保存软轴和软管时,在软轴上和软管外表面涂油以防腐蚀。
3.机械除垢的操作方法
(1)除垢的准备工作 除垢工作开始前应将炉水全部放掉,并使锅炉处于冷态。如两台以上锅炉并联安装时,应将要进行除垢的锅炉与其他正在运行的锅炉的全部管路分开,应将主汽阀、给水阀、烟道阀、排污阀等都应关闭,并进行闭锁处置,并应挂有“炉内有人工作,不得开放”的木牌。炉内不允许有任何微小的热源、水源和烟气窜入。在上述措施没有完成之前,除垢工作人员不得进入炉内,工作完成后要经负责人检查并经记录后,除垢工作人员方可进入炉内。
炉水的排放工作应在除垢前的5~6小时(h)进行,过早放水,会使水垢干固和粘着在受热面上,增加除垢工作的困难。放水后要把锅筒上和联箱上的人孔门和手孔盖都打开,锅筒内的水气分离装置等都要折下移出炉外。
要安装好通风装置,以保证在作业时通风良好。在整个除垢过程中,气包内的空气温度不宜超过40%,操作人员在炉内连续作业时间不宜超过20分钟 (min),到气包外的休息时间不得少于30分钟(min),洗管工作要有两人以上进行,气包外要设专人进行安全监护并掌握电气操作。
在锅筒内工作,要使用12伏特(V)的安全照明电源,并有良好的安全接地装置,严禁使用12伏特(V)以上的电源照明。
对使用的工器具在用前进行登记,使用后要清点以免遗留在炉内。电动洗管器的电气设备,使用前要进行全面检查有无漏电,开关是否灵活,接地是否良好,并检查通电后软轴的转向是否正确,检查转向即电机的转向应和软轴外层钢丝的绕向相反。
(2)敞开受热面上的除垢操作 敞开受热面是指那些暴露着可以看得见的受热面,如锅筒的内壁、炉胆的外皮、联箱内壁等。管子内壁的受热面叫非敞开受热面。
当炉水排净之后,首先要用压力清水冲去残留在炉内的细泥和水渣。敞开受热面上的水垢可用手工工具或机械工具清除。机械工具不能达到的地方,可用手工工具做补充清除。使用手工工具清除受热面水垢时切忌用锋利刀口,防止使受热面钢材产生伤痕,这种伤痕不但会增加金属腐蚀,还会导致再结水垢附着的牢固性。当受热面上的水垢不厚时,可用钢丝刷子清除。方法是把钢丝刷子顺着锅筒纵向放置,沿锅筒内表面的周边方向移动,并及时用水冲掉清除下来的锈垢。
用电动洗管器清除受热面水垢时,电动洗管器要安装在锅筒外,靠人孔侧的支撑平面上,并使软轴在通过人孔时不产生弯曲,防止因摩擦而使软管及软轴损坏。采用铣刀头清洗受热面水垢时,刀齿不宜锋利,免得在刮削水垢的同时损伤金属表面,同时要随时调整铣刀头与被清洗的受热面平行,严禁产生角度。在水垢较厚的部位要自上而下接线条状的顺序清除。
当清除铆钉缝水垢时,首先要清除铆钉排列之间的水垢,而后再清除铆钉球面上的水垢,在钢板接合处可用圆口刮刀或刷子清除。
(3)管子内壁的除垢操作 锅炉气鼓、锅筒表面水垢清除之后,再用电动洗管器清除蒸发管束的水垢。清除管内水垢所需铣管器软轴长度,应按实际需要而定,铣刀头不应露出管子的下端,以免损坏管子。
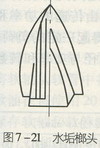
当管内水垢厚度在5毫米(mm)以下时,铣刀头的转数宜选用1500转/分(r/min),在大多数情况下清除管内水垢,宜采用张开式铣刀头,其转数宜控制在1500转/分(r/min)之内。非张开式的铣刀头是用来清除长度较长或弯曲半径较小的管子。若水垢很硬时,可以把转数提高到2800~3000转/分(r/min)。当水垢厚度相当大时,要用水垢榔头先把水垢敲松,再用多牙铣刀或张开式铣刀清除。
为了确保安全使用铣管器,要先把铣刀头放入管内后方可开动电机,显然当切断电源后,铣刀头方允许抽出管处。启动和停止电动机的操作要由监护人按照炉内操作人员的讯号进行。
铣刀头在管内移动的速度,要根据被清除水垢的厚度和硬度来决定。水垢的厚度和硬度越大,刀头移动的速度也应越慢;反之可适当快些,直到水垢清除干净为止。
洗管时铣刀头和水垢长时间摩擦会使刀头变热,为了冷却刀头和及时清除余下的水垢,要经常而及时地将水经过软管送到管子内,为了避免铣刀头被水垢所玷污而影响洗垢效果,铣刀头要定期从管子中抽出进行清洗。
为了能使弯曲半径很小或轴线曲折复杂的炉管的水垢得到清除,应使用软轴接头代替万向接头,在操作中,如发现软轴振动异常,说明软轴上负荷过重,此时应把电动机停止片刻而后再重新接通;如果软管仍振动,必须换一个较轻的刀头,以减少软管的负荷。
当管子除垢操作完毕后,应进行除垢效果的检查。检查的方法:直管用电灯光照视;弯管用直径为管子直径0.85~0.9倍的钢球放到管子内视其能否通过。此项工作要由两人协同进行,认为除垢结果合乎要求之后,要把清除物及时清除干净。
二、化学药剂除垢方法
1.酸洗除垢法 用酸清洗水垢可使用盐酸、磷酸、铬酸及氢氟酸,但不能用硫酸。因为硫酸与水接触时,能在水垢表面生成硫酸钙硬膜,使膜下的水垢不易接触到酸液。磷酸和铬酸虽然比盐酸有效,但价格太贵,一般用盐酸。盐酸只能清洗碳酸盐水垢,酸洗时生成的氯化镁和氯化钙溶解度很大,容易除去,同时伴有的生成物二氧化碳具有搅拌酸液的作用。纯硅酸盐水垢可使用氢氟酸清洗。如果锅炉中有以硫酸盐和硅酸盐为主的混合水垢,也可使用盐酸清洗。酸洗的作用在于用溶解酸液水垢与金属壁间的氧化铁层,使酸接触到金属从而产生氢气泡,使水垢脱落。酸洗除垢的基本原理是溶解、剥离和疏松三个作用。
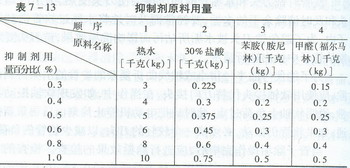
酸洗前,须首先查明结垢的程度,即量出单位面积上平均结垢的质量[克/米2 (g/m2)],以便精确地计算出盐酸用量。为保证酸洗时金属不受腐蚀,酸中须加抑制剂。
表7—13是100千克(kg)盐酸溶液在不同抑制剂用量比例时,抑制剂原料用量与抑制剂用量的比例关系。
根据水垢的厚度和锅炉的材料所应采用酸洗数值见表7一14。
表7—14 酸洗锅炉数值
|
、\墼洗数值 锅炉材藉、\ |
水垢度度 [毫米 (mm)] |
盐酸浓度 百分比 (%) |
抑制剂用量 [与酸液用量 的百分比(%)] |
处理时间 [小时(h)] |
|
铸铁锅炉 |
<5 5~10 lO~20 >20 |
10 15 20 25 |
0.3 O.5 0.8 1.O |
4~6 6~8 8~10 8~12 |
|
钢板(管)锅炉 |
<5 5~10 >10 |
6 8 12 |
O.4 0.6 O.8 |
5~7 7~9 8~10 |
锅炉进行酸洗时,应注意以下几点:
(1)配制02一抑制剂时,须按照表7—13中的顺序进行,否则药液色不正,有沉淀,会降低药品性能,甚至还会使溶液爆胀膨起,造成事故。
(2)为了保证酸洗效果,在酸洗过程中,不断搅动酸液。要采用耐酸泵进行灌注式酸洗,强迫酸液在锅炉中循环。如果采用静置浸泡式酸洗,应将酸液加温到 50~70℃,并利用酸和水垢作用生成的二氧化碳气泡进行搅动,以求充分发挥酸液的作用。
(3)在酸洗过程中,应对进出锅炉的酸液进行化验,以便正确判断酸洗结束的时间。如果排出的酸液浓度大幅度降低,需要补充新酸液。如果酸液浓度下降渐缓,而且逐渐稳定,表明酸洗完毕。
(4)酸洗完毕时,先放出酸液,接着再用清水冲洗,然后将水加满,并加入水容量3%左右的氢氧化钠(先将氢氧化钠溶于水再注入),煮沸0.5~1小时 (h),以求中和余酸。放出碱液后,再用清水冲洗1~2次即可。
(5)酸洗后的锅炉,不宜作为备用锅炉。
(6)参加酸洗的人员,一定要注意遵守安全操作规程。
2.碱洗除垢法 用碱洗不能清除碳酸盐水垢。用碱主要是清除硫酸盐水垢和硅酸盐水垢以及硫酸盐和硅酸盐的混合水垢。此法是使水垢软化,尔后再用机械的方法清除。
碱洗除垢法所用的药剂有碳酸钠和氢氧化钠两种。如果使用磷酸三钠,不但能清除硫酸盐和硅酸盐的水垢,同时还能清除碳酸盐水垢。因此,磷酸三钠应用较广。
碱洗时用药量:碳酸钠每吨水10~20千克(kg),浓度1%一2%;氢氧化钠每吨水2~4千克(kg),浓度0.2%~0.4%,磷酸三钠每吨水3~5 千克(kg),浓度 0.3%~0.5%。
碱洗也是采用不升压的长时间煮炉办法。煮炉时间不少于24小时(h),最多可达40小时(h)。碱煮后要立即冲掉沉渣,并打开锅炉进行机械除垢,否则泥渣重新硬化就难以清除了。此法操作简单,但比酸洗效果差,而且煮锅时间长,药剂耗量大。
3.橡碗栲胶除垢法
(1)除垢原理 栲胶的主要成分是单宁。单宁渗透到水垢与锅炉金属接合处,在金属表面上形成单宁酸铁保护膜。它破坏了水垢与金属之间的连接,从而能防止水垢形成或使水垢剥离。
(2)除垢方法 根据水质化验,先将磷酸三钠、火碱或纯碱加入炉内,使炉水的pH值达到10~12之间,则炉水呈碱性。因为栲胶本身呈微酸性,故在碱性炉水中除垢效果好。加碱量通常为栲胶量的1/2~1/3[每吨水加栲胶5~10千克(kg)],除垢时带压[一般为0.5~0.8兆帕(MPa)]运行72~170小时 (h)。
对于压力低于1兆帕(MPa)、水容积较大的锅炉,可采用运行除垢;而对于压力高于1兆帕(MPa)的锅炉,应降压除垢。因为压力高于1兆帕(MPa) 时,单宁开始分解,影响除垢效果。
(3)用栲胶除垢、防垢的比较及注意事项
1)优点 ①用橡碗栲胶处理锅炉用水,比离子交换法可节省费用90%左右。②栲胶除垢、除垢方法简单易行。③栲胶无毒,对设备无腐蚀,对人体无害,有利于环境保护。 ④节省食盐、树脂和钢材。⑤延长锅炉使用寿命,降低煤耗10%左右。⑥栲胶处理水,对原水的适应性较强,对炉型适应性强。
2)缺点和应注意的问题 ①用栲胶煮炉除垢易堵塞管子,对水位计及排污管更应注意。②防垢要坚持经常,不可中断,否则难以保持不结垢的效果。③必须坚持先除垢后防垢,以防为主的原则。④加入栲胶后,产生的蒸汽有单宁味但对人体无害。⑤为了防止二氧化碳腐蚀,在暂硬高的水中可加点胺。⑥栲胶除垢往往只能使坚硬的水垢松软,而不易全部脱落,用栲胶除垢时完毕后立即打开人孔进行检查,并用高压水冲洗水垢未脱落的受热面。⑦栲胶除垢要保护炉火碱度,使pH值保持在10.5左右。
TAG: 锅炉工