
金属元件上产生的开裂型线状缺陷称为裂纹。根据缺陷产生的过程、形状和原因,可有以下几种分类方法:
1.按照裂纹产生的过程分类
(1)先天性裂纹指新锅炉投用前已产生的裂纹,包括轧制裂纹、冷加工裂纹及焊接裂纹。
(2)使用过程中产生的裂纹指锅炉投运后产生或发展的裂纹,包括疲劳裂纹和应力腐蚀裂纹两种。
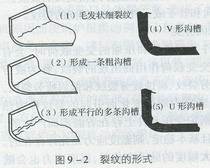
2.按照裂纹的形式分类
(1)环向裂纹沿管子或管口的周向而产生的裂纹。
(2)径向裂纹 由轴线指向管孔中心的裂纹。
(3)毛发状裂纹指纹路细小的裂纹。
(4)粗沟槽裂纹指纹路较粗的裂纹。
(5)V形沟槽裂纹指纹路断面呈V形的裂纹。
(6)U形沟槽裂纹指纹路断面呈U形的较大裂纹。
(7)横向裂纹指和管子或元件的长度方向相交叉的裂纹。
(8)纵向裂纹指方向和管子或元件的轴向相同的裂纹。
3.按照裂纹生成的原因分类
(1)疲劳裂纹 当元件受到拉仲和压缩的交变载荷时,会有交变应力产生。这种由于交变载荷作用而出现的裂纹,称为疲劳裂纹。常见的形式有热疲劳裂纹、腐蚀疲劳裂纹和低周疲劳裂纹。
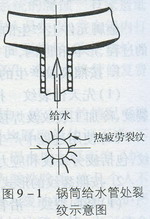 |
热疲劳裂纹是金属材料晶体开裂性质,一般从水侧发生并向烟气侧发展,破坏时没有明显的塑性变形,破裂处的金属壁厚没有明显的减薄。
热疲劳裂纹一般发生在锅筒的汽、水分界处、防焦箱前后两侧的上部,蒸发受热元部件易出现汽水分层的部位、角板撑的焊角处、锅筒与给水管的连接处等部位。图 9—1是锅筒与给水管处产生热疲劳裂纹示意图。
 |
腐蚀疲劳裂纹一般发生在封头、管板的圆弧扳边处;拉撑根部等应力集中的部位也易发生。
3)低周疲劳裂纹 指在循环应力交变次数较低的情况下所形成的裂纹。锅炉在每次升压、压火或停炉的过程中,都产生一次应力循环。应力交变次数(频率)的高低,可分为两类:一类是高周,应力交变次数较高,循环次数大于l05次;另一类是低周,应力循环次数低于 105次。低周疲劳的特点是应力较多,主要产生在锅炉的焊缝和接头周围,特别是在开孔和接管附近。
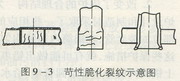 |
对因苛性脆化引起的破坏进行研究发现,锅炉受压元件上发生苛性脆化,必须同时存在三个条件:一是锅水中含有大量的游离氢氧化钠,具有侵蚀性;二是锅炉的铆缝或胀接处有不严密的地方,该处缝隙中的锅水由于不断泄漏蒸发,使苛性钠高度浓缩直至危险程度;三是该处存在着接近于金属屈服极限的应力。
二、裂纹的原因
1.制造时焊缝质量低劣 锅炉的结构是由锅炉钢板或钢管采用焊接或胀接方法接合而成。若制造时工艺纪律执行不严,可能因冷却不好等而造成焊缝裂纹。如果焊缝有未熔合等缺陷,也可能会因承受内压强度不够被拉裂。比较典型的一个例子是1977年湖北大同湖农场糖纸厂发生的锅炉事故。该厂的一台KZL4—13型锅炉实际连续运行的时间仅 18个月,在正常工作压力1.11兆帕(MPa)下使用而无任何异常预兆的情况下突然爆炸。究其原因,是由于锅炉后管板与角撑板连接处的焊缝质量低劣,在锅炉使用过程中,焊缝被拉裂后渐渐撕断,致使后管板上部的月形
平板承受的载荷全部转移到平板的扳边处,产生很大的应力集中。扳边处承受的拉应力和弯曲应力极大,叠加后的应力峰值远远高于材料的屈服极限,并且随着升炉、停炉、锅内汽压的升降而脉动变化,从而为在平板扳边处产生低周大应力疲劳创造了条件,最终导致了爆炸事故发生。
2.改变了锅炉的合理结构 为了防止裂纹等缺陷的产生,锅炉设计和制造时采取了一些相应的保护措施,如在锅筒的进水管部位加装套管、在锅筒内加装均匀分配水的分水管等。若不了解这些保护措施,就有可能做出错事。例如,有家棉纺织厂,锅炉的上锅筒内的分水管是圆管型,给水由分水管上的圆孔比较均匀地进入锅水中。由于水结垢,造成了分水孔堵塞。为了减少给水阻力,该厂便拆下了分水管,这样,给水的水流直接集中冲到了锅筒壁上,致使该锅筒产生了热疲劳裂纹。
3.维修质量差 对锅炉元件缺陷的修复,如发生焊材选用不当、焊接工艺不正确等情况就会产生焊接裂纹缺陷。例如,有家锅炉安装单位,在冬季对一台锅炉进行换管大修时,一名焊工因错用了焊条牌号,致使锅炉在投用后第三天,许多焊口就因裂纹而泄漏,结果只好进行第二次修理。
4.铆缝或胀口处渗漏 锅炉的铆缝或胀接处有不严密的地方,是造成锅水中的苛性钠在缝隙处高度浓缩到危险程度的条件,若在其他条件的同时作用下,就可能产生苛性脆化。损失惨重的天津某国棉厂的锅炉爆炸事故就是典型的一例。
5.汽改水的改装方式不合理 有些取暖单位,为了更好地提高取暖效果,便将原来装用的蒸汽锅炉改为热水锅炉。改装时,最重要的一个问题是使锅炉内的流动工况与燃烧工况相适应,这个问题对锅壳锅炉的改装尤为重要。事实上,有不少单位的锅炉正是由于改装方式的不合理而出现了锅筒或管板的裂纹事故。例如,有家机械厂对原用卧式内燃锅炉进行改装,将回水管及出水管均设在了锅壳顶部,一前一后布置,前部为出水管,回水由后部引入。由于锅壳上部空间进出水口之问通畅,阻力很小,回水易向出水管方向短路流动,致使后管板区域水流工况不好,管板得不到可靠的冷却,结果改装后投运不到3个月,后管板就产生了裂纹。
三、裂纹修理方法
1.焊缝裂纹的修理方法
(1)测量裂纹长度。沿裂纹方向先将裂纹处錾成V形坡口,坡口的开凿长度要使其两端超过裂纹两头,深度要比裂纹略深。
(2)将坡口中的残留钢屑和油污清扫干净。
(3)由有锅炉压力容器焊工合格证的人员进行施焊。
(4)焊接完成后将施焊部位焊渣清除干净。
(5)对焊接质量进行检验,先做无损检测,然后再做水压试验。
2.管板上孔桥裂纹的修理方法
(1)将裂纹两头的管子抽出。
(2)在裂纹部位錾出符合要求的V形坡口。
(3)清除坡口内的钢屑和油污。
(4)按焊接要求对焊口进行补焊。
(5)修磨焊缝,使其与管板壁平滑,焊缝高度不得低于或高出管板平面。
(6)修理管孔,使其能顺利插入管子。
(7)将新管子插入管孔。管子与管孔的间隙、管头伸出管板的长度要符合要求。
(8)按焊接或胀接要求将管子与管板固定牢靠。
TAG: 锅炉工