
堆焊是一种较简便的焊补方法,其目的是将焊材熔粘于元件的损坏处,以恢复元件的几何尺寸和机械强度。
1.适用范围
(1)受压元件因腐蚀、磨损,剩余厚度大于或等于原来壁厚的60%,且面积小于或等于2500厘米2 (cm2)。
(2)任何深度的个别腐蚀凹坑,当直径小于或等于40毫米(mm),且相邻两凹坑距离大于或等于120毫米 (mm)。
2.注意事项
(1)采用堆焊前须将堆焊处的金属表面清理干净,打磨出金属光泽并保持干燥。
(2)焊条的金属性能应与元件金属的性能接近,并采用函3~4毫米(mm)的厚涂料焊条进行堆焊,焊时电流以小为宜。
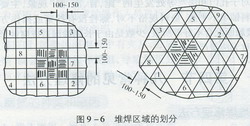 |
(4)若腐蚀较深,需要进行多热应力,发生热变形或产生裂纹。施焊前,将需要堆焊的部位划成正方形或三角形,使每边长为100~150层焊时,每层厚度不应超过3毫米。
(5)施焊时,注意钢材的品种、环境温度和焊接的工艺要求,必要时采取焊前预热、焊后保温等措施。
(6)堆焊时,每层表面熔渣必须及时清理干净。焊好后将焊缝表面铲平、磨光。若在元件板边处,须将焊缝高出基本金属部分磨成与原圆弧一致。焊后进行渗透探伤或磁粉探伤。
二、补焊修理方法
1.适用范围
(1)焊缝上有裂纹允许剔除后补焊。
(2)锅筒上焊缝以外的裂纹,当深度超过钢板负偏差,但条数不多,且不聚集在一起,间距大于50毫米,总长度不超过本节筒身长度的50%时,允许在裂纹处开坡口补焊。
(3)炉胆或封头板边圆弧的环向裂纹,其长度小于周长的25%者,可将裂纹剔除后开坡口补焊。
(4)立式锅炉喉管有纵向裂纹,总长小于喉管长度的50%时,可以开坡口补焊。
(5)炉胆或封头板边处轻微起槽,深度超过2毫米(mm),长度不超过炉胆或封头周长的25%时,可补焊处理。
 |
(1)锅炉受压元件因应力、腐蚀、蠕变、疲劳而产生较大面积的损伤时不能采用补焊方法。
(2)凡超过补焊适应范围中所规定范围者,不能采用补焊方法。
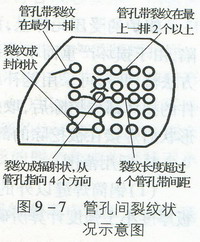
(3)管板上有以下五种裂纹情况之一时,不许补焊(图9— 7)。
1)呈封闭状的裂纹。
2)从管孔向外呈辐射状的裂纹。
3)连续穿过4个以上孔带的裂纹。
4)在孔带最上一排连续穿过2个孔带的裂纹。
5)在孔带最外一排且向外延伸的裂纹。
(4)凡因苛性脆化造成的晶界裂纹一律不能补焊。
(5)补焊时须防止焊接处由于冷却收缩所产生的焊接热应力带来的不良后果。须十分注意焊接工艺和焊接时的环境温度。对于低强度钢,可采用加木楔和预热方法进行焊补,以防止产生变形。
(6)对于穿透性裂纹,先在裂纹延伸方向上,在裂纹的始末端20~50毫米(mm)处各钻一个停止孔,孔径取8毫米(mm)左右,以防裂纹的发展。
(7)在锅筒焊补前,修理单位应进行焊接工艺评定。
(8)参加在用锅炉的集中下降管与锅筒连接角焊缝或类似焊缝修理工作的焊工,除应取得焊工合格证外,还应在补焊前按规定的焊接工艺进行模拟练习并达到技术要求。
(9)裂纹焊补后应进行无损探伤检查。
TAG: 锅炉工