
1.修理范围
(1)水管、烟管胀接处管端环形裂纹必须更换管子。
(2)过热器管子胀粗大于管径的3.5%,其他管子胀粗超过管径的5%者,均应切换损坏的管段。
(3)直管弯曲度超过管长的2%、管子内径的90%,或者弯曲处有裂纹、过烧等其他严重缺陷时,应换管。
(4)胀接处泄漏,补胀后仍泄漏者,应更换新管或者采用管端封焊。
(5)破裂的管段,应予以更换。
(6)管壁严重沉积水垢,经清洗无法使其脱落者,应予以更换。
(7)管壁腐蚀和磨损后,其残余厚度小于1.5毫米(mm)的管子应予以更换。
2.注意事项
(1)新管段和炉管拼接时,其材质应基本相符。新炉管要符合GB3087、GB5310的要求,焊条要符合GB981的规定,焊丝要符合GB1300的规定,其性能要与炉管的材质相适应。
(2)修理后的炉管,在装配使用前,应分别进行两倍于工作压力的水压试验。
(3)装配前,将管内杂质清除干净;焊后进行通球试验。
(4)割换的管段不应短于150毫米(mm)。
(5)直段上对接焊缝的中心线至管子弯曲起点和锅筒、集箱的外壁及管子支、吊架边缘的距离,应不小于50毫米 (mm)。
(6)锅筒和管板上的管孔,如果以前胀管已有扩大情况时可按照表9—2所列的数据,直接胀管。

若超过表中的间隙范围,就要进行强度核算。在满足工作压力的条件下,可以将管头镦粗,或者在管孔内加铜衬圈后再进行胀管。
(7)水管、烟管胀接处泄漏,应予补胀,但同一部位补胀的次数不得超过3次,一般胀管率不宜超过 2.4%。
二、拉撑件及联接焊缝损坏的修理方法
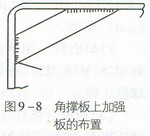
1.损坏原因锅壳式锅炉拉撑件是重要的加强元件。拉撑件主要有角撑板、圆钢斜拉杆、长拉杆、短拉撑和横梁拉撑等。拉撑件与管板等元件连接时,多采用填角焊型式。但是,角板撑与锅壳受压元件的连接和圆钢斜拉杆与锅壳处的焊接都是一般的填角焊。由于焊接现场条件差,经常出现问题。有的焊缝高度不够或缝隙太大,还有极个别的角板撑只进行了点焊固定,这样的焊缝承受不了锅炉的工作压力,极易撕裂。
另外,受辐射热的锅壳下部不应布置角撑板的焊缝,不少锅炉在角撑板与锅壳下部接缝处发现许多细小裂纹。
角撑板与管板焊接的下趾部,承受着非常集中的交变弯曲应力,施焊时容易出现缺陷。采用此种结构的锅炉有不少出现了焊缝裂纹,甚至发生角撑板焊缝全部撕开的情况,从而导致锅炉爆炸。
 |
受辐射热的锅壳下角撑板应切除。若工作压力小于设计压力,在铲除原角撑板时,管板处要保留高度为70~90毫米(mm)的原角撑板,以作为对管板的刚性加强。若工作压力较高,可切除该处角撑板,改用圆钢长拉杆加固。
TAG: 锅炉工