
 |
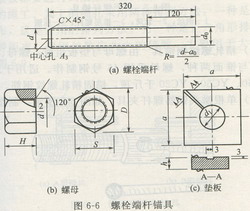
(1)螺栓端杆锚具 螺栓端杆锚具由螺栓端杆、螺母和垫板组成(图6—6)。
螺栓端杆与预应力筋采用对焊连接,此种锚具仅适用于HRB335级、HRB400级钢筋。既可以用于先张法,亦可用于后张法。
螺栓端杆经调质热处理应有适当的硬度,硬度过低,螺纹易变形,硬度过高,端杆易脆断。表面硬度为HRC25~30,采用45号钢冷拉后切削经热处理后而成。
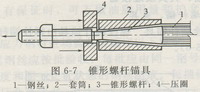 |
(2)锥形螺杆锚具 锥形螺杆锚具由套筒、锥形螺杆、垫板、螺母等组成(图6—7),适于锚固钢丝束,锥形螺杆和套筒均应进行调质热处理,以保证其适当的硬度。此种锚具不能自锚,必须事先强力顶压套筒,才能锚固钢丝,顶压力为钢丝束张拉力的1.2~1.3倍。主要适用于后张法。
 |
(3)精轧螺纹钢锚具 由螺母与垫板组成,螺母、垫板分为平面与锥面两种,螺母采用45号钢制作。适用于后张法。用YL60、YC60、YC20千斤顶,锚固精轧螺纹钢筋。
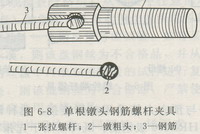
(4)单根镦头钢筋螺杆夹具 如图6—8所示,制作要求与螺钉端杆同,端杆用热处理45号钢制作,热处理硬度HRC30~35。适用于后张法。用YL60、YC60、YC20型千斤顶或简易张拉机具制作。
由锚环与夹片组成。夹片形状为三片式,斜角为4°。夹片的齿形为“短牙三角螺纹”,这是一种齿顶较宽,齿高较矮的特殊螺纹,强度高,耐腐蚀性强。
适用于锚固Φj12和Φj15钢绞线,锚具尺寸按钢绞线直径而定(也可作先张法的夹具使用)。
 |
2.镦头式锚、夹具
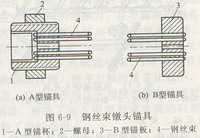
(1)镦头锚具 这种锚具分为张拉端锚具和固定端锚具两类。张拉端的称为锚杯型,由锚杯、螺母组成,也有用锚环和螺母组成。固定端的称为锚板锚具,仅由一块锚板做成。制作时要求锚杯和锚板采用45号钢;螺母采用45号钢或30号钢。锚杯和锚板都要进行调质热处理。镦头锚具用于钢丝作为预应力钢筋的施工。其上的锚孔采用两种排列方法:一种是沿圆周均匀分布,这是常用的排列方法;另一种是正六角形排列,便于孔中等距离,但钢丝数应为六的倍数,主要用于大吨位锚具,见图6—9。
 |
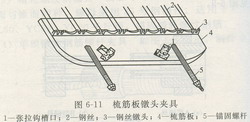
(2)单根镦头夹具 由镦头夹具和张拉套筒或抓钩式连接头组成(图6—10)。镦头夹具用45号钢制作,热处理硬度HRC30~35,张拉套筒与抓钩式连接头亦用45号钢制作,热处理硬度HRC40~45。适用于大型屋面板等构件的模外张拉工艺或台座先张法。用YL60、YC60型千斤顶,夹持单根冷拉HRB335级、 HRB400级、RRB400级钢筋。
 |
3.夹片式锚、夹具
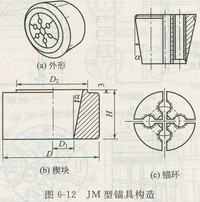 |
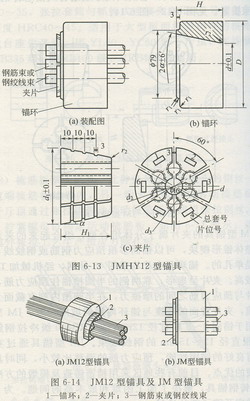
(1)JM型锚具 这种锚具是由锚环和楔块(亦称夹片)组成。楔块的两个侧面设有带齿的斗圆槽,每个楔块卡在两根钢绞线或高强钢筋之间,它们共同形成组合式锚塞将钢筋或钢绞线束楔紧。见图6—12~图6— 14。
JM型锚具的夹片属于分体组合型,组合起来的夹片形成一个整体锥形楔块,可以锚固多根预应力钢筋或钢绞线,因此锚环是单孔的。锚环和夹片均采用45号钢,经机械加工而成,成本较高。夹片呈扇形,靠两侧的半
 |
(2)群锚体系 QM型锚具、OVM型锚具、XM型锚具均为群锚体系,可锚固多根钢绞线(图6— 15)。
QM型锚固体系由锚板与夹片组成。但与XM型锚具不同之处为:锚孔是直的,锚板顶面是平的,夹片为三片式,垂直开缝,夹片内侧有倒锯形细齿。QM型锚具适用于锚固4~31Φj12和
 |
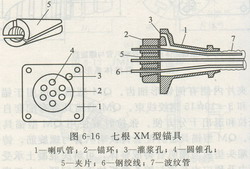
XM型锚具由锚板和夹片组成,见图6—16。锚板采用45号钢,锚孔沿锚板圆周排列,锚孔中心线倾角1:20,锚板顶面应垂直于锚孔的中心线,以利于夹片均匀塞紧。夹片采用三片
 |
QM型锚具也是由多孔锚板与夹片组成。与XM型锚具不同之处是:锚板的顶面为平面,锚孔为直孔;夹片为直开缝,侧锯形细齿,表面热处理后硬度为 HRC58~61。并配有专门工具锚。
OVM型锚具是在QM型锚具的基础上,将夹片由三片改为两片,进一步方便施工;并在夹片背面上部锯有一条弹性槽,以提高锚固性能。
 |
(3)单根钢筋夹片式锚(夹)具 单根钢筋夹片式锚(夹)具由套筒和2~3个夹片组成(图6—17)。它可在先张法或后张法中锚夹单根钢筋或单束钢绞线。它的特点是用多个夹片内壁锚夹1根预应力筋。锚夹可靠与否,与夹片数量和张拉力大小均无关,在套筒内壁孔锚壁坡度既定的情况下,主要取决于夹片与预应力筋之间的摩擦系数和夹片与套筒壁之间的摩擦系数,前者越大,后者越小,锚夹就越可靠。所以夹片与钢筋的接触面必须刻齿纹,而夹片与套筒接触面应保证光滑,必要时可在套筒壁适当抹涂润滑剂。
4.锥锚式锚、夹具
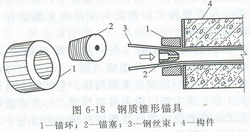 |
(1)钢质锥形锚具 又称弗氏锚具,见图6—18。由锚环和锚塞组成。适用于锚固6、12、18与24根直径5mm的钢丝束。锚环采用45号钢制作,锚塞用45号钢或T7、 T8碳素工具钢制作。锚环与锚塞的锥度应严格保持一致。锚塞表面加工成螺纹状小齿以保证钢丝与锚塞的啮合。
(2)圆锥齿板式及槽式夹具 圆锥齿板式夹具的套筒和齿板均用45号钢制作。套筒不需作热处理,齿板热处理后的硬度应达HRC40~50。圆锥三槽式夹具锥销上有三条半圆槽,依锥销上半圆槽的大小,可分别锚固一根Φb3、Φb4或Φb5钢丝。套筒和锥销均用45号钢制作,套筒不作热处理,锥销热处理后的硬度应达HRC40~45。锥形夹具工作时依靠预应力钢丝的拉力就能够锚固住钢丝。锚固夹具本身牢固可靠地锚固住预应力筋的能力,称为自锚。
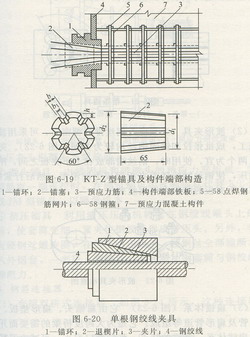 |
(3)KT—Z型锚具(图6—19) 由锚环和锚塞组成,KT-Z型锚具分A型和B型两种,预应力筋的最大张拉力超过450kN时,采用A型锚具,不超过450kN时,采用B型锚具。KT-Z 型锚具适用于锚固直径为12mm的冷拉HRB335级、HRB400级、RRB400级钢筋和钢绞线,此锚具由可锻铸成型。使用时,由于预应力筋在锚环小口外形成弯折,故将产生摩擦损失,其摩擦损失值为:预应力钢筋束约为0.04,预应力钢绞线束约为 0.02。
(4)单根钢绞线夹具 由锚环、退楔片和夹片组成(图6—20)。退楔片为合缝对开三片式,夹片与单根钢绞线夹片相同,锚环采用45号钢热处理,硬度HRC32~37,夹片采用 20铬钢,热处理硬度HRC55~58。适用于夹持Φj12和Φj15钢绞线,也可作为千斤顶的工具锚使用。
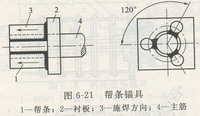 |
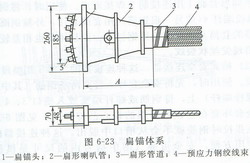
(1)帮条锚具 由衬板和三根帮条焊接而成,是单根预应力粗钢筋非张拉端用锚具。帮条采用与预应力钢筋同级别的钢筋,三根帮条应互成120°,衬板采用3号钢。帮条与衬板相接触的截面应在一个垂直平面上,以免受力时产生扭曲。帮条的焊接宜在预应力钢筋冷拉前进行,见图6—21。
 |
 |
(4)固定端锚具主要有以下几种。
①压花锚具 是利用液压轧花机将钢绞线端头压成梨形散花头的一种黏结式锚具。为提高压花锚四周混凝土抗裂强度,在压花头根部配置螺旋筋。
②镦头锚具 由锚固板和带镦头的预应力筋组成。当预应力钢筋束一端张拉时,在固定端可用这种锚具代替KT—z型锚具或JM型锚具,以降低成本。
③挤压锚具利用液压压头机将套在钢绞线端头上的套筒挤压,使套筒变细,紧夹住钢绞线形成挤压头。另外,套筒内衬有硬钢丝螺旋圈,在挤压力作用下,硬钢丝全部脆断,一半嵌入外钢套,一半压人钢绞线,从而增加钢套筒与钢绞线之间的摩阻力。
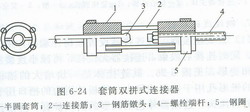 |
(1)套筒双拼式连接器 如图6—24所示,这种连接器由两个半圆形套筒1用连接筋2焊接而成。使用时,将钢筋镦头3及螺栓端杆4(或另一根钢筋)用套筒套住,外箍钢圈。这种连接器的套筒及连接筋所用钢材不一而且体积也相差较大,焊缝易出现发丝状裂纹。
 |
 |
7.钢绞线连接器
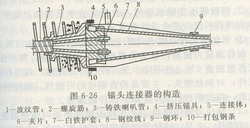
(1)锚头连接器 该连接器设置在构件端部,用于锚固前段束,同时连接后段束,连接器无位移,可减小连接器下局部应力和变形,见图6—26。其连接体是一块增大的锚板。锚板中部的锥形孔用于锚固前段束,槽板外周边的槽口用于挂住后段束的挤压头。连接器外包喇叭形的白铁护套,并沿连接体外圆绕扎打包钢条一圈。
 |
8.锚具、夹具和连接器质量要求
(1)预应力筋用锚具、夹具和连接器应按设计规定采用,其性能应符合现行标准《预应力筋用锚具、夹具和连接器》(GB/T 14370)和《预应力筋用锚具、夹具和连接器应用技术规程》(JGJ 85)的规定。
(2)预应力筋端部锚具的制作质量应符合下列要求。
①挤压锚具制作时压力表的油压应符合操作说明书的规定,挤压后预应力筋外端应露出挤压套筒 1~5mm。
②钢绞线压花锚成型时,表面应洁净无污染,梨形头尺寸和直线段长度应符合设计要求。
③钢丝镦头的强度不得低于钢丝强度标准值的 98%。
制作预应力锚具,每工作班应进行抽样检查,对挤压锚,每工作班抽查5%,且不应少于5件;对压花锚,每工作班抽查三件;对钢丝镦头,主要是检查钢丝的可镦性,故按钢丝进场批量,每批钢丝检查6个墩头试件的强度。
(3)预应力筋用锚具、夹具和连接器进场时做进场复验,主要对锚具、夹具、连接器做静载锚固性能试验,并按出厂检验报告中所列指标,核对材质、机加工尺寸等。对锚具使用较少的一般工程,如供货方提供了有效的出厂试验报告,可不再做静载锚固性能试验。
(4)锚具、夹具和连接器使用前应进行外观质量检查,其表面应无污物、锈蚀、机械损伤和裂纹,否则应根据不同情况进行处理,确保使用性能。
(5)锚具验收应符合下列规定。
①检查出厂证明文件,核对其锚固性能、类别、品种、规格及数量,应全部符合订货要求。
②外观检查:应从每批中抽取10%但不少于10套的锚具,检查其外观和尺寸。当有一套表面有裂纹或超过产品标准及设计图纸规定尺寸的允许偏差时,应另取双倍数量的锚具重做检查,如仍有一套不符合要求,则逐套检查,对检查不合格者,严禁使用。
③硬度检查:应从每批中抽取5%,但不少于5件的锚具,对其中有硬度要求的零件做硬度试验,对多孔夹片式锚具的夹片,每套至少抽5片。每个零件测试三点,其硬度应在设计要求范围内,当有一个零件不合格时,应另取双倍数量的零件重做试验,如仍有一个零件不合格,则做逐个检查,合格者方可使用。
④静载锚固性能试验:经上述两项试验合格后,应从同批中抽取6套锚具(夹具或连接器)组成3个预应力筋锚具(夹具、连接器)组装件,进行静载锚固性能试验,当有一个试件不符合要求时,应另取双倍数量的锚具(夹具或连接器)重做试验,如仍有一套不合格,则该批锚具(夹具或连接器)为不合格品。
⑤对一般工程的锚具(夹具或连接器)进场验收,其静载锚固性能,也可由锚具生产厂提供试验报告。
(6)夹具验收:预应力夹具的进场验收,只做静载锚固性能试验。试验方法与预应力筋锚具相同。由于夹具的锚固性能不影响结构的使用性能,只要能满足工艺过程中的使用要求即可。为简化验收手续,可不作外观检查和硬度检验。
(7)连接器验收:后张法预应力连接器的进场验收,应与预应力筋锚具相同;先张法预应力筋连接器进场验收,应与预应力筋夹具相同,但静载锚固性能试验时,可从同批中抽取3套连接器,组装成3个预应力筋连接器组装件进行试验。