
 |
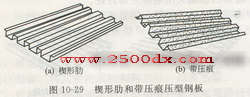
压型钢板一般应用在现浇密肋楼板工程。压型钢板安装后,在肋底内面铺设受拉钢筋,在肋的顶面焊接横向钢筋或在其上部受压区铺设网状钢筋,楼板混凝土浇筑后,压型钢板不再拆除,并成为密肋楼板结构的组成部分。如无吊顶设置要求时,压型钢板下表面便可直接喷、刷装饰涂层,可获得具有较好装饰效果的密肋式顶棚。压型钢板组合楼板系统如图10一27所示。压型钢板可做成开敞式和封闭式截面,见图10—28。
2.分类
压型钢板模板,主要从其结构功能分为组合板的压型钢板和非组合板的压型钢板。
(1)组合板的压型钢板 既是模板又用作现浇楼板底面受拉钢筋。压型钢板,不但在施工阶段承受施工荷载和现浇层钢筋和混凝土的自重,而且在楼板使用阶段还承受使用荷载,从而构成楼板结构受力的组成部分。
(2)非组合板的压型钢板 只作模板使用,即压型钢板在施工阶段,只承受施工荷载和现浇层的钢筋混凝土自重,而在楼板使用阶段不承受使用荷载,只构成楼板结构非受力的
 |
3.构造
(1)组合板的压型钢板 为保证与楼板现浇层组合后能共同承受使用荷载,一般做成以下三种抗剪连接构造。
 |
②在压型钢板肋的两内侧和上、下表面,压成压痕、开小洞或冲成不闭合的痕;开小洞或冲成不闭合的孔眼[图10一29(b)]。
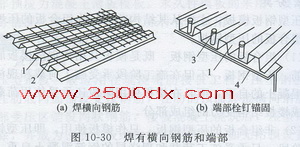
③在压型钢板肋的上表面,焊接与肋相垂直的横向钢筋[图10一30(a)]。
在以上任何构造情况下,板的端部均要设置端部栓钉锚固件[图10一30(b)]。栓钉的规
 |
(2)非组合板的压型钢板 可不需要做成抗剪连接构造。
(3)压型钢板的封端 为防止楼板浇筑混凝土时,混凝土从压型钢板端部漏出,对压型钢板简支端的凸肋端头,要做成封端(图10—31)。封端可在工厂加工压型钢板时一并做好,也可以在施工现场,采用与压型钢板凸肋的截面尺寸相同的薄钢板,将其凸肋端头用电焊点焊封好。
4.安装准备
(1)组合板或非组合板的压型钢板,在施工阶段均须进行强度和变形验算。
压型钢板跨中变形应控制在∮===L/200<20mm(L为板的跨度),如超出变形控制量时,应在铺设后于板底采取加设临时支撑措施。
在进行压型钢板的强度和变形验算时,应考虑以下荷载。
①永久荷载。包括压型钢板、楼板钢筋和混凝土自重。
②可变荷载。包括施工荷载和附加荷载。施工荷载系指施工操作人员和施工机具设备,并考虑到施工时可能产生的冲击与振动。此外尚应以工地实际荷载为依据,若有过量冲击、混凝土堆放、管线、泵荷等,尚应增加附加荷载。
(2)核对压型钢板型号、规格和数量是否符合要求,检查是否有变形、翘曲、压扁、裂纹和锈蚀等缺陷。对存在的缺陷,需经处理后方可使用。
(3)对于布置在与柱子交接处及预留较大孔洞处的异型钢板,要通过放样提前把缺角和洞口切割好。
(4)用于混凝土结构楼板的模板,应按普通支模方法和要求,设置模板的支撑系统。直接支撑压型钢板的龙骨宜采用木龙骨。
(5)绘制压型钢板平面布置图,并按平面布置图在钢梁或支撑压型钢板的龙骨上画出压型钢板安装位置线和标注出其型号。
(6)压型钢板应按房间所使用的型号、规格、数量和吊装顺序进行配套,将其多块成垛和码放好,以备吊装。
(7)对端头有封端要求的压型钢板,如在现场进行端头封端时,要提前做好端头封闭处理。
(8)用于组合板的压型钢板,安装前要编制压型钢板穿透焊施工工艺,按工艺要求选择和测定好焊接电流、焊接时间、栓钉熔化长度参数。
5.钢结构楼板压型钢板模板安装
(1)安装工艺顺序 在钢梁上分画出钢板安装位置线→压型钢板成捆吊运并搁置在钢梁上→钢板拆捆、人工铺设→调整安装偏差和校正→板端与钢梁电焊(点焊)固定→钢板底面支撑加固→将钢板纵向搭接边点焊成整体→栓钉焊接锚固(如为组合楼板压型钢板时)→钢板表面清理。
(2)安装工艺要点 钢结构楼板压型钢板模板安装应符合下列要求。
①压型钢板应多块叠垛成捆,采用扁担式专用吊具,由垂直运输机具吊运至待安装的钢梁上,然后由人工抬运、铺设。
②压型钢板宜采用“前推法”铺设。在等截面钢梁上铺设时,从一端开始向前铺设至另一端。在变截面梁上铺设时,由梁中开始向两端方向铺设。
③铺设压型钢板时,相邻跨钢板端头的波梯形槽口要贯通对齐。
④压型钢板要随铺设、随调整和校正位置,随将其端头与钢梁点焊圈定,以防止在安装过程中钢板发生松动和滑落。
⑤钢板与钢梁搭接长度不少于50mm。板端头与钢梁采用点焊固定时,如无设计规定,焊点的直径一般为12mm,焊点间距一般为200~300mm。
 |
⑦直接支撑钢板的龙骨要垂直于板跨方向布置。支撑系统的设置,按压型钢板在施工阶段变形控制量的要求及现行《混凝土结构工程施工质量验收规范》的有关规定确定。压型钢板支撑,需待楼板混凝土达到施工要求的拆模强度后方可拆除。如各层间楼板连续施工时,还应考虑多层支撑连续设置的层数,以共同承受上层传来的施工荷载。
(3)组合板的压型钢板与钢梁栓钉焊连接应符合下列要求。
①栓钉焊的栓钉,其规格、型号和焊接的位置按设计要求确定。但穿透压型钢板焊接于钢梁上的栓钉直径不宜大于19mm,焊后栓钉高度应大于压型钢板波高加30mm。
②栓钉焊接前,按放出的栓钉焊接位置线,将栓钉焊点处的压型钢板和钢梁表面用砂轮打磨处理,把表面的油污、锈蚀、油漆和镀锌面层打磨干净,以防止焊缝产生脆性。
③栓钉及配套的焊接药座(亦称焊接保护圈)、焊接参数可参照表10—5选用。
表10-5栓钉、焊接药座和焊接参数
| 项 目 | 参 数 | |||||
| 栓钉直径/mm | 13~16 | 19~22 | ||||
| 焊 | 标准型 | YN-13FS | YN-16FS | YN-19FS | YN-22FS | |
|
接 药 |
药座直径/mm |
23 |
28.5 |
34 |
38 | |
| 座 | 药座高度/mm | 10 | 12.5 | 14.5 | 16.5 | |
| 焊接电流/A | 900~1100 | 1030~1270 | 1350~1650 | 1470~1800 | ||
|
焊 接 |
标准条件 (下向焊接) |
弧光时间/s |
0.7 |
0.9 |
1.1 |
1.4 |
|
参 数 |
熔化量/mm |
2.0 |
2.5 |
3.0 |
3.5 | |
| 电容量/kV·A | >90 | >90 | >100 | >120 | ||
 |
⑤在正式施焊前,应先在试验钢板上按预定的焊接参数焊两个栓钉,待其冷却后进行弯曲、敲击试验检查。敲弯角度达45°后,检查焊接部位是否出现损坏或裂缝。如施焊的两个栓钉中,有一个焊接部位出现损坏或裂缝,就需要在调整焊接工艺后,重新做焊接试验和焊后检查,直至检验合格后方可正式开始在结构构件上施焊。
 |
a.目测检查栓钉焊接部位的外观,四周的熔化金属已形成均匀小圈而无缺陷者为合格。
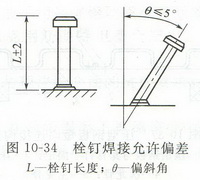
b.焊接后,自钉头表面算起的栓钉高度L的公差为±2mm,栓钉偏离垂直方向的倾斜角<5°(图10-34)者为合格。
c.目测检查合格后,对栓钉按规定进行冲力弯曲试验,弯曲角度为15°时,焊接面上不得有任何缺陷。
d.经冲力弯曲试验合格后的栓钉,可在弯曲状态下使用。不合格的栓钉,应进行更换并进行弯曲试验检验。
6.混凝土结构现浇楼板压型钢板模板安装
(1)安装顺序 在混凝土梁上或支撑钢板的龙骨上放出安装位置线→用吊车把成捆的压型钢板吊运在支撑龙骨上→人工拆捆、抬运、铺放钢板→调整、校正钢板位置→将钢板与支撑龙骨钉牢→将钢板的顺边搭接用电焊点焊连接→钢板清理。
(2)安装工艺和技术要点 混凝土结构现浇压型钢板模板安装应满足下列要求。
①压型钢板模板,可采用支柱式、门架或桁架式支撑系统支撑,直接支撑钢板的水平龙骨宜采用木龙骨。压型钢板支撑系统的设置,应按钢板在施工阶段的变形量控制要求和现行《混凝土结构工程施工质量验收规范》的有关规定确定。
②直接支撑压型钢板的木龙骨,应垂直于钢板的跨度方向布置。钢板端部搭接处,要设置在龙骨位置上或采取增加附加龙骨措施,钢板端部不得有悬臂现象。
③压型钢板安装,应在搁置的支撑龙骨上,由人工拆捆、单块抬运和铺设。
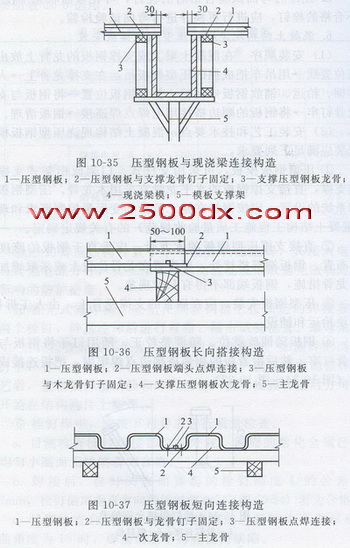
④钢板随铺放就位、随调整校正、随用钉子将钢板与木龙骨钉牢,然后沿着板的相邻搭接边点焊牢固,把板连接成整体(图10一34~图10一37)。