
一、焊接熔池
气焊与手工电弧焊相比较,气焊的焊接熔池和冶金过程有明显不同的特点:
(一)熔池的温度高,熔池中各点的温度分布不均匀 气焊火焰的温度以中性焰为例,约3200℃,超过了大多数金属的沸点,因而使熔池中的金属和合金元素发生不同程度的蒸发,也使熔池周围的气体,氧(O2)、氮(N2)、氢(H2)以原子或离子状态溶解到熔池中去。这样就恶化了冶金过程,使熔池凝固后产生气孔的可能性增大。
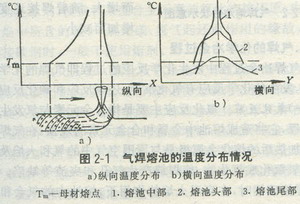
在气焊过程中,一般低碳钢、低合金钢熔池的温度在1800~2000℃以上,但因受到周围未熔化金属的包围,故焊接熔池中各点的温度差别很大。气焊熔池的最高温度位于火焰下面熔池的表面上;在熔池头部,输入热量大于散失热量,随着热源的移动,母材不断被熔化,熔池头部的温度较高,温度梯度比较大;熔池尾部的温度逐渐降低,又因该处输入热量小于散失热量,所以开始发生金属的凝固,熔池尾部比头部的温度梯度要小。由于气焊熔池中心部位的温度比边缘和热影响区高得多,温度梯度很大,使焊后容易在焊件中产生内应力、变形和裂纹等问题。图2—1所示为气焊焊接熔池头部、中部、尾部和横向(宽度方向)的温度分布情况。
(二)熔池存在的时间短、体积小从加热到熔化,形成熔池及随后凝固结晶只需要很短的时间,薄焊件仅需几秒钟,厚焊件也只有几十秒钟的时间。这样,就使整个冶金过程达不到合金元素的平衡,使化学成分在很小的体积内存在很大的偏析,形成了成分不均匀的组织,因而降低了焊接接头的性能。
(三)熔池受到不断的搅动在气焊过程中,由于气体火焰的气流吹力产生的液态金属的搅拌运动和焊丝送进的扰动,使母材和焊丝金属的成分能很好地混合,形成成分较均匀的焊缝金属。同时也有利于有害气体和非金属夹渣物的逸出,因此,对提高焊缝质量有很大的好处。
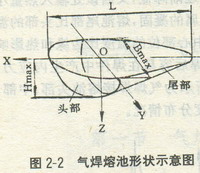
气焊熔池的几何形状详见图2—2。熔池的形状可用熔池最大深度Hmax、熔池最大宽度Bmax和熔池长度L三个参数表示。在一般情况下,上述三个参数值随着火焰能率的增加而增大,随着焊接速度的增加而减小。
二、气焊的化学冶金过程
在气焊冶金过程中发生化学反应的过程即气焊的化学冶金过程,发生的化学反应有氧化反应、还原反应和碳化反应。
(一)氧化反应 氧化反应主要是指合金元素与氧发生反应的过程,它将造成熔池中金属和合金元素的烧损。在气焊过程中被加热后的熔化金属极易与周围空气中的氧和火焰及熔池中的氧氧化成氧化物,使焊缝产生气孔和夹渣等缺陷。例如,在焊接碳钢时,在高温火焰的作用下,熔池中的氧会和熔池中的碳、锰、硅等合金元素发生氧化反应。碳的氧化一般是碳和氧化铁作用,锰和硅的氧化除由于火焰中或空气中的氧作用外,也会被氧化铁氧化。
金属在空气中被氧化还和气焊方法有关。当采用左焊法时,由于焊接火焰指向待焊金属,此时焊缝金属在红热状态下直接与空气接触,因而氧化严重;而采用右焊法时,因火焰一直指向焊缝金属,并在逐渐冷却中脱离火焰,所以被氧化的可能性就减小。
为防止氧的有害影响,应选用合适的焊剂和焊丝。如低碳钢气焊往往选用低合金钢焊丝,以补充锰、硅等被烧损的有益合金元素。在焊接前应清除焊丝和焊件上的油、锈、水等污物。在气焊操作时应严格控制火焰的性质和焰芯到熔池表面的距离,以加强对熔池的保护。
(二)还原反应还原反应是指熔池中的金属氧化物脱氧还原的过程。能使熔池‘内金属氧化物还原的物质称为还原剂。还原物质与焊缝金属相比,对氧有更大的亲合力。气焊火焰中的一氧化碳、氢气和母材及焊丝中的一些合金(如铝、钛等)可作为还原剂,使铁和某些合金元素的氧化物被还原。由于气焊火焰中所含的碳、一氧化碳、氢气起还原作用的缘故,所以在焊接碳钢时,一般不使用熔剂。
(三)碳化反应碳化反应是指气焊过程中熔池内渗入碳而形成碳化物的过程。铁的碳化物为碳化三铁,即渗碳体,是又硬又脆的物质。钢中的碳大都以渗碳体的形式存在。碳化反应使焊缝金属中渗碳体的数量增加,会使焊缝金属的强度、硬度增加,而塑性降低。由于用碳化焰焊接时,碳化现象比较严重,所以气焊时一般都应采用中性焰,以防焊缝增碳。
三、气焊的物理冶金过程
在气焊的冶金过程中发生的物理反应过程即气焊的物理冶金过程,发生的物理反应有金属元素的相互渗透和扩散、熔池冷凝时熔池内的气体的聚集和逸出、熔渣上浮并覆盖在熔池表面、熔池金属飞溅和元素的蒸发等。
(一)金属元素相互渗透和扩散在气焊过程中熔池内的金属和母材中的各种元素相互渗透和均匀化的过程称为扩散,扩散主要在熔池尚未凝固或熔池虽已凝固但温度仍很高时发生。扩散得越好,焊缝金属的化学成分就越均匀。
(二)熔池内气体的逸出 在气焊过程中,熔池内会吸收大量的气体,当熔池开始凝固时,这些气体就会从焊缝金属中析出并逸出,如果在凝固过程中这些气体来不及逸出熔池就已经凝固,就会在焊缝金属中形成气孔。
(三)熔渣上浮 在气焊过程中,许多还原剂(如锰、硅等)与熔池内的金属氧化物发生还原反应生成熔渣(如氧化锰、二氧化硅等)。这些熔渣的密度比熔化金属小,因而能够聚合在一起并上浮,覆盖在熔池表面,以保护焊缝金属不被氧化。如果熔池凝固得很快,当熔渣还没有浮出,熔池就已凝固,这样就会使熔渣残留在焊缝金属内而形成夹渣。
(四)飞溅 在气焊过程中,熔池内会产生压力相当高的气体,如一氧化碳等气体。由于气体膨胀和冲击,会使熔池内的金属发生飞溅。
(五)金属元素的蒸发在气焊过程中,由于熔池受到高温火焰的作用,其温度往往会超过大多数金属元素的沸点。气焊温度高于金属元素的沸点时,元素就开始蒸发成为气体并向大气中逸出。例如气焊黄铜时,可在焊缝附近出现白色的沉积物,这是由于黄铜中的锌元素受到高温蒸发所造成的。
合金元素的蒸发,会使焊缝金属的成分发生改变,从而使焊缝金属的力学性能下降和化学、物理性能发生变化。所以气焊时火焰能率不宜过大,形成熔池后,气焊火焰停留的时间不能过长,以减少焊缝金属中某些元素的蒸发。
总之,气焊的冶金过程是极其复杂的,交织着化学反应和物理反应,同时还伴随着焊缝金属、母材的组织改变及受到焊接的操作和工艺参数的影响。焊缝的质量直接取决于冶金过程的结果,所以,严格控制冶金过程是保证焊接质量的重要前提。
TAG: 气焊工