
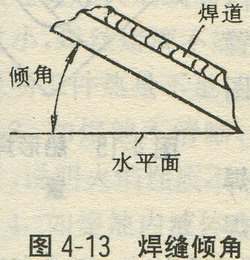
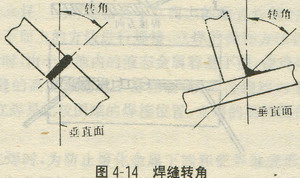
熔焊时,焊件接缝所处的空间位置称为焊接位置。焊接位置可用焊缝倾角和焊缝转角来表示。有平焊、立焊、横焊和仰焊位置等。焊缝倾角是指焊缝轴线与水平面之间的夹角,如图4—13所示;焊缝转角是指通过焊缝轴线的垂直面与坡口二等分平面之间的夹角,如图4—14所示。
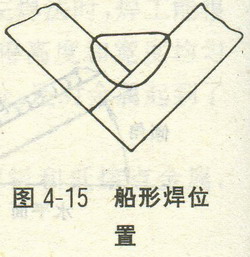
焊缝倾角在0°~5°、焊缝转角在0°~10°的焊接位置称为平焊位置,在平焊位置进行焊接即平焊;焊缝倾角在O°~5°、焊缝转角在70°~90°的对接焊缝或焊缝倾角在0°~5°、焊缝转角在30°~55°的角焊缝的焊接位置称为横焊位置,在横焊位置进行焊接即横焊;焊缝倾角在80°~90°、焊缝转角在0°~180°的焊接位置称为立焊位置,在立焊位置进行焊接即立焊;焊缝倾角在O°~15°、焊缝转角在165°~180°的对接焊缝或焊缝倾角在0°~15°、焊缝转角在115°~180°的角焊缝的焊接位置称为仰焊位置,在仰焊位置进行焊接即仰焊。再者,T形、十字形和角接接头处于平焊位置进行的焊接称为船形焊。船形焊,详见图4—15。
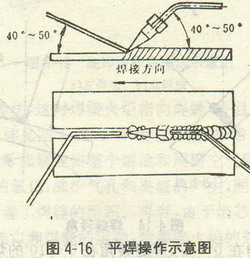
(一)平焊对接接头的平焊是气焊工操作技术的基础,平焊一般采用左焊法,详见图4—16。平焊的具体操作方法如下:
1.当焊接处加热至红色时,尚不能加入焊丝。必须待焊接处熔化并形成熔池时,才可加入焊丝。有时焊丝端部碰到熔池边缘上,发生粘住现象,这时不要用力拔焊丝,可用火焰加热粘住的地方,焊丝就会自行脱离。如熔池凝固后还需要继续施焊时,应将原熔池周围加热,待熔池变得清晰明亮后,再加入焊丝继续施焊。
2.在焊接过程中,如发现熔池突然变大,且没有流动金属时,说明工件已烧穿,主要由于焊嘴移动过慢所造成。此时,应迅速提起火焰或加快焊速,减少倾角,多加焊丝。如发现熔池过小,焊丝熔滴不能与焊件很好地熔合,仅敷在工件表面,则说明工件热量不足,这时应增加焊嘴倾角,减小焊接速度。
3.如熔池不清晰、有气泡,出现火花飞溅或熔池沸腾现象时,说明火焰性质不对,应及时调节火焰后再进行焊接。
4.如熔池内液体金属被吹出,说明气体流量过大或焰芯离熔池太近,此时应立即调整火焰能率或使焰芯与熔池保持正确距离。
一般来说,平焊操作比较容易,只要正确选择气焊工艺参数和掌握操作方法,平焊的焊接质量就能得到保证。
(二)立焊立焊是指处于立面上的垂直焊缝的焊接,主要采用自下而上的方法进行焊接,立焊的操作方法详见图4—17。立焊时,由于熔池内的液态金属容易下淌,使得焊缝较难成形,焊缝的高度和宽度不易控制,较难得到均匀平整的焊波,因而立焊是比较困难的焊接位置。立焊的具体操作方法如下:
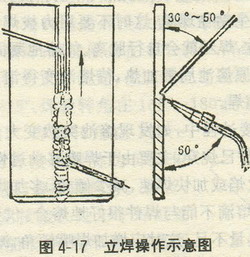
1.立焊时,为防止熔化金属下淌和使焊缝成形不良,焊接火焰应向上倾斜,与焊件成60°夹角。为防止熔化金属过多,应少加焊丝,并且应该采用比平焊小15%左右的火焰能率进行焊接。
2.要严格控制熔池温度,不能使熔池面积过大,熔深也不能过深。在一般情况下,焊嘴不作横向摆动,而仅作上下跳动,这样,便于控制熔池温度,使熔池有冷却的机会,保证熔池受热适当。焊丝则应在火焰气流范围内进行环形运动,将熔化金属均匀地一层层堆敷上去。
3.焊接过程中,由于操作不当在液体金属即将下淌时,应立即把火焰向上提起,待熔池温度降低后,再继续进行焊接。一般为了避免熔池温度过高,可以把火焰较多地集中在焊丝上,同时增加焊接速度来保证焊接过程的正常进行。
4.立焊厚度2mm以下的薄板,因焊接时熔池体积小,宜于加快焊速,使液体金属不等下淌就会凝固。此时需注意,不要使焊接火焰作上下的纵向摆动,可作小的横向摆动,以疏散熔池中间的热量,并把中间的液体金属带到两侧,以获得较好的成形。
5.焊接2~4mm厚的工件可以不开坡口,为了保证熔透,应使火焰能率适当大些。焊接时,在起焊点应充分预热,形成熔池,并在熔池上熔化出一个直径相当于工件厚度的小孔,然后用火焰在小孔边缘加热熔化焊丝,填充圆孔下边的熔池,一面向上扩孔,一面填充焊丝完成焊接。
6.焊接5mm厚以上的工件应开坡口,最好也能形成打穿小孔,将钝边熔化掉,以便焊透。
立焊的焊接熔池应始终保持扁圆或椭圆形,不要形成尖瓜形。
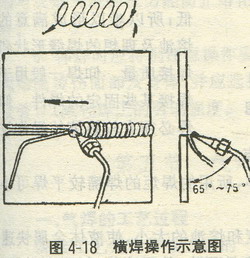
(三)横焊横焊指在焊件的立面或倾斜面上横向进行的焊接,详见图4—18。
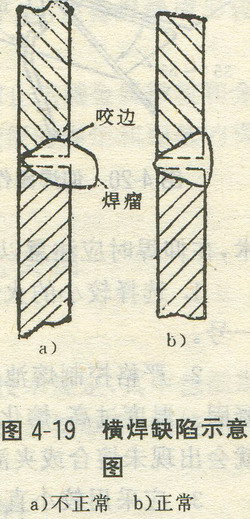
横焊操作也比较困难,主要的问题是熔池内液态金属容易往下淌,使焊缝的上边形成咬边,而在下边形成焊瘤和未熔合等缺陷,详见图4—19。横焊时除了选择比平焊小的火焰能率外还应注意以下各点:
1.适当控制熔池温度,既保证熔透,又不能使熔池金属因受热过度而下坠。
2.焊嘴应向上倾斜,火焰与工作垂直方向的夹角应保持在65°~75°左右,如图4—18。利用火焰吹力托住熔池金属使之不往下淌。
3.焊接时,焊丝要始终浸在熔池中,并不断把熔化金属向上边推去,焊丝作来回半圆形或斜环形摆动,并在摆动的过程中被焊接火焰加热熔化,以避免熔化金属堆积在熔池下面而形成咬边、焊瘤等缺陷。在焊接薄件时,焊嘴一般不作摆动;焊接较厚件时,焊嘴可作小的环行摆动。
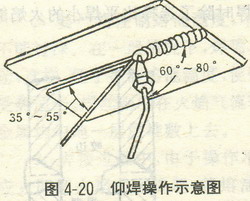
(四)仰焊仰焊是指焊接火焰在工件下方,焊工需仰视工件方能进行焊接的操作,详见图4—20。
仰焊的操作技术最难掌握,主要问题有:熔池向下,熔化金属下坠,甚至滴落;劳动条件差,生产效率低;所以难以形成满意的熔池及理想的焊缝形状和焊接质量。仰焊一般用于焊接某些固定的焊件。仰焊必须有较熟练的操作技术,在仰焊时应注意以下各点:
1.选择较小的火焰能率,所用的焊炬的焊嘴较平焊可小一号。
2.严格控制熔池的温度和熔池的大小,使液体金属快速凝固。温度过高,熔化金属容易下坠,甚至滴落;但温度过低,就会出现未熔合或夹渣等缺陷。
3.应采用较小直径的焊丝,以薄层堆敷上去。当焊接开坡口或较厚的工件时,若一次焊满,较难得到理想的熔深及成形美观的焊缝,则应采用多层焊。第一层主要是保证熔透,第二层(或最后一层)要控制焊缝两侧熔合良好,圆滑地过渡到母材,使焊缝成形美观。采用多层焊是防止熔化金属下坠的主要方法。
4.对接接头仰焊时,焊嘴与焊件所夹角度为60°~80°,焊丝与焊件的角度详见图4—20。借助火焰吹力托住熔化的液体金属,使其不致下坠。并用焊丝挡住部分火焰,使熔池保持适当的温度。在焊接的过程中,焊嘴可作不间断的扁圆形左右摆动,焊丝应作月牙形(或之字形)运动,并始终浸在熔池内。这样,以疏散熔池的热量,让液体金属尽快凝固,可获得良好的焊缝成形。
5.仰焊可采用左焊法,也可用右焊法。左焊法便于控制熔池和送入焊丝,操作方便,较多采用;采用右焊法,焊丝的末端与火焰气流的压力能防止熔化金属下淌,使得焊缝成形较好。
6.仰焊时应特别注意操作姿势,防止飞溅金属微粒和金属熔滴烫伤面部及身体,并应选择较轻便的焊炬和细软的橡皮管,以减轻焊工的劳动强度。
TAG: 气焊工