
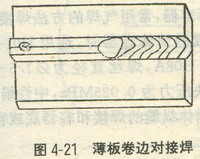
气焊薄钢板时,焊嘴倾角要小些,约10°~20°,并注意熔池温度,如果发现局部间隙过大而使焊缝凹下时,可适当填充一些焊丝。当板材卷边困难时,也可采用不卷边的对接接头,这时,应防止焊件过熟及烧穿,焊嘴倾角约20°~30°,并且焊接火焰不要直接对着焊件,可略偏向焊丝,并均匀地填充焊丝和掌握焊接速度。在气焊的过程中,焊嘴应根据熔池的温度不断地上下跳动。
4mm厚的钢板对焊时,将两块钢板放平并对齐,留有2mm的间隙,先进行定位焊,然后采用左焊法施焊。
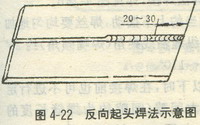
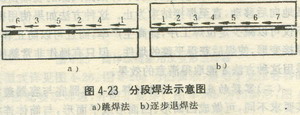
气焊钢板,当焊缝较短时,可由一端连续焊向另一端。当焊缝较长时,为防止起焊端产生裂纹,可在起头处向相反方向施焊20~30mm之后,再向正方向施焊,详见图4—22。若焊缝较长或焊缝呈环形时,为减少焊接变形,除进行必要的定位焊外,还应采用跳焊法或逐步退焊法等工艺,详见图4—23。
TAG: 气焊工