
(一)筒体纵缝的焊接 为保证筒体纵缝装配间隙(约1~1.5mm)在焊接过程中保持不变,并防止筒体在焊后产生较大的变形,首先进行定位焊。定位焊的点固长度为5~8mm,间距为150~200mm,详见图4—24a。点固后焊缝应从中间向筒体两端用分段逐步退焊法焊接,详见图4—24b。
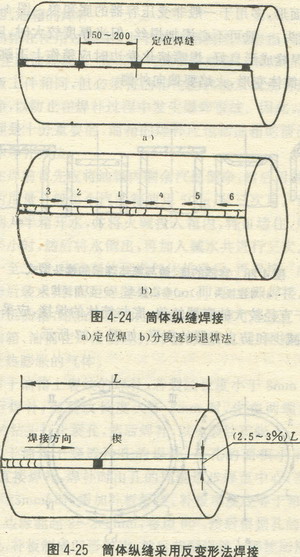
为防止烧穿,焊嘴应作适当的上下摆动,焊丝要均匀地加入熔池。采取左焊法,焊嘴与纵缝轴线夹角(焊嘴倾角)约20°~30°,焊丝与焊嘴夹角约90°~110°。
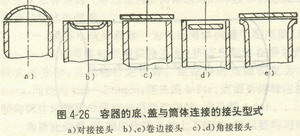
当筒体纵缝长度在1m以下时,在焊接前也可不进行定位焊,而采用在纵缝末端加大间隙(间隙约为焊缝长度的2.5%~3%)的方法进行焊接,如图4—25所示。这种方法因在焊接过程中纵缝的收缩,使间隙逐渐减小,从而保证了正常的焊接。为了更好地控制纵缝间隙的大小,在焊接时可在熔池前面的缝隙中插入一个铁楔或扁铁,并根据间隙的收缩情况,灵活地向后移动,直至焊接结束为止。这种方法如果使用得当,不仅可以减少定位焊工序,提高生产率,而且可以防止和减少焊接变形,使焊后获得平整的焊件。但只有操作非常熟练时,采用这种方法才能取得满意的效果。
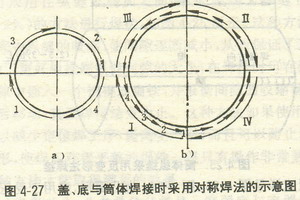
(二)容器的底、盖与筒体的焊接容器底与容器盖根据其要求不同,可做成凸面形、凹面形或平面形,与筒体连接的接头型式详见图4—26。图4—26a为凸面形,多用于受压容器的封头,因此要求焊透,并防止烧穿。图4—26b为凹面形,图4一26c为平面形,多用于一般非受压容器的底和善。图4—26b、e为卷边接头,一般可不必添加焊丝,但当厚度较大时,应填充焊丝,使焊缝成形良好;焊嘴熔化卷边时应稍作上下跳动,同时为防止简体变形,火焰要偏向外侧。
对于直径较大的容器的盖、底与筒体的焊接,应采用对称焊接,以减少和防止容器的变形,如图4—27所示。
TAG: 气焊工