
 |
 |
(二)气焊工艺参数的选择 气焊铝及其合金时,应采用中性焰或轻微碳化焰,过大的碳化焰会引起气孔及焊缝组织的疏松。氧化焰会使铝强烈氧化,因此绝不允许使用氧化焰。火焰能率应根据焊件的厚度和大小、坡口的型式和焊接位置来决定。由于铝及其合金熔点低,易烧穿,在焊接较薄的铝板时,应采用比焊接同样厚度钢板时小一些的火焰能率。气焊铝及其合金时,焊炬型号和焊嘴的号码应根据焊件的厚度选择,详见表5—23。
表5-23铝及其合金气焊时焊炬、焊嘴的选择
| 焊件厚度(mm) | <1.5 | 1.5—3.0 | 3~4 | 4~10 | 10~20 |
| 焊炬型号 | H01—6 | H01—6 | H01—6 | H01—12 | H01一12 |
| 焊嘴号数 | 1 | 1~2 | 2~4 | 1~3 | 3~4 |
表5-24铝及其合金焊丝直径的选择 (mm)
| 焊件厚度 | 1.5 | 1.5~3 I 3~5 | 5~7 | 7~10 |
|
焊丝直径 |
1.5~2 |
2~3 I 3~4 |
4~4.5 |
4.5~5.5 |
气焊铝及其合金时,焊嘴和焊丝的倾角:焊薄板时,焊嘴倾角为30°~45°,焊丝倾角为40°~50°;当焊厚板时,焊嘴倾角应为50°左右,焊丝倾角为40°~50°。起焊时,由于工件温度较低,一开始不易焊透,所以焊嘴的倾角比上述规定应大些;焊接终了时,由于工件已被加热到较高的温度,为保证焊缝成型,焊嘴倾角比上述规定要小些。一般应避免焊嘴倾角过大,以免吹不开熔渣,造成夹渣缺陷。
(三)气焊工艺过程
1.焊前清理。焊前清理是保证铝及其合金焊接质量的重要措施,应严格清除焊接处及焊丝表面的氧化层和油污。实际生产中常采用化学清洗或机械清理两种方法。
(1)化学清洗。化学清洗效率高、质量稳定,适于清洗焊丝及尺寸不大、成批生产的焊件。常用的清洗剂及清洗工艺如下:用汽油等有机溶剂浸泡或擦拭除油,再用热水清洗,接着在50~60℃的氢氧化钠(NaOH)溶液(浓度为30%左右)中清洗,而后用热水或冷水清洗,最后用30%的硝酸溶液中和出光处理,再用清水冲洗。
(2)机械清理。对于尺寸较大的工件常用机械清理。清理方法是先用有机溶剂(汽油、丙酮)或松香擦拭表面以除油,随后直接用细不锈钢丝刷刷除氧化层,直至露出金属光泽为止。
经上述方法清理的焊件和焊丝不应搁置时间太长,采用化学清洗,冲洗至焊接时间最多不超过2天,否则,必须重新清洗。
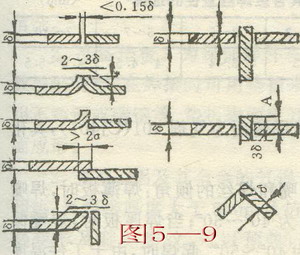
2.准备垫板。为保证焊件在焊接过程中既可焊透,又不致塌陷烧穿,在焊接时可用垫板来托住熔化金属。垫板材料可用不锈钢或碳钢等。垫板表面应开一圆弧形槽,以保证焊缝反面成形。
3.预热。铝及其合金的气焊,气焊薄小焊件时,一般不要预热;当焊接厚度大于5mm及结构复杂的焊件时,为减少焊接变形及避免裂纹,可以预热,但预热温度一般不得超过250℃。预热的方法可采用火焰或电炉加热。
4.定位焊和起焊点的选择。为了固定焊件的相对位置和防止变形,需对焊件进行定位焊,即点固。定位焊点的间距可参照表5—25。在定位焊时,应采用比焊接时稍大的火焰,并快速进行施焊,以减少热变形。定位焊时,火焰与对缝的夹角为50°左右。在焊接非封闭的焊缝时,为避免起焊处出现裂纹,可以从距端头约30mm处开始焊接,并焊到头,然后再向相反方向焊到另一头,并且在接头处应重叠20~30mm。
表5-25铝及其合金定位焊点间距(mm)
| 焊件厚度 | <1.5 | 1.5~3 | 3~5 | 5~10 | 10~20 |
|
焊点间距 |
10~20 |
20~30 |
30~50 |
50~80 |
80~150 |
由于铝在高温时颜色不变,为掌握好金属开始熔化时间及起焊时机,可用焊丝试探性地拨动加热处的金属表面,当感到加热处已带粘性,并且焊丝端头落下的熔化金属与加热处金属能熔合在一起,说明该处已达熔化温度,这时应立即进行焊接。还可以采用下述方法掌握起焊时机:铝受热后表面光亮的银白色逐渐变暗,随温度升高,最后变成暗淡的银灰色;被焊处表面的氧化铝薄膜微微起皱,说明加热处接近熔点,这时便可开始加热焊丝。当火焰下面的氧化铝薄膜和基本金属出现波动现象时,说明已达到熔点,这时即可施焊。
焊接时,焊嘴一边前进,一边上下跳动。当焊嘴运动到下方时,火焰加热基本金属使其熔化,并利用火焰吹力形成熔池。当焊嘴运动到上方时,火焰加热焊丝使其端部熔化,形成熔滴,这样,焊丝与坡口处的基本金属周期性地受热、熔化,从而形成焊缝。送丝时,焊丝末端应插入熔池前部,并随即将焊丝向熔池外拖出,但应特别注意,拖出时应使焊丝端部仍在火焰范围内,以避免氧化。依靠上述填加焊丝的机械作用,即能有效地搅动熔化金属,使杂质浮出,又能破坏熔池表面的氧化膜,使熔滴金属很好地与熔池金属熔合。
当两种厚度或熔点不同的铝合金材料焊在一起时,一般应将火焰指向厚度大的和熔点高的材料。焊前,应将厚度大的材料先用焊炬预热到一定温度后再焊。薄铝板单向焊时,焊前在背面均匀地刷上一层熔剂,有助于获得背面成型良好的焊缝。
6.焊后清洗。焊后残留在焊缝表面及边缘附近的熔渣和熔剂,能与金属起化学反应,引起腐蚀。焊后的清洗方法如下:在60~80℃的热水中,用毛刷在正反面刷洗焊缝周围,重要焊件在刷洗后,还应放入60~80℃、2%~3%的铬酐水溶液中浸洗5~10min,然后再用热水冲洗,并干燥。清洗后,观察表面有无白色附着物,或把2%的硝酸银溶液滴在焊缝上,若没有出现白色沉淀物,则说明焊件已清洗干净。
 |
1.焊炬选用H01—12型、3号焊嘴,焊丝选用丝301,熔剂为气剂401(CJ401),火焰性质为中性焰或轻微碳化焰。
2.板厚为10mm时,采用70°左右的V形坡口,钝边为2mm,受热后的组对间隙为2.5mm。焊前用钢丝刷将坡口及坡口边缘20~30mm范围内的氧化膜清除掉,并涂上熔
 |
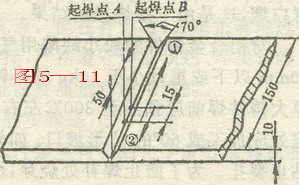
3.正面分两层施焊。第一层用Φ3mm焊丝焊接。为防止起焊处产生裂纹,焊接第一层时,起焊点位置如图5一11所示,即从A处焊至端头①,再从B处向相反方向焊至端头②;第二层用Φ4mm焊丝,焊满坡口。然后将背面焊瘤熔化平整,并用Φ3mm焊丝薄薄地焊一层,最后在焊缝两侧面进行封端焊。
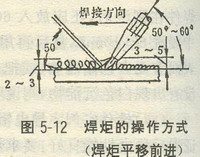
4.焊炬的操作方式如图5—12所示。
5.焊后用60~80℃热水和硬毛刷冲洗熔渣及残留的熔剂,以防残留物腐蚀铝金属。
TAG: 气焊工