
 |
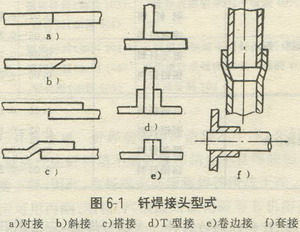
(二)钎焊接头间隙的选择 钎焊接头间隙的大小,与母材和所选用的钎料、钎剂的种类,以及钎焊方法、钎焊温度和钎料的安置方式均有关。在钎焊异种金属接头时,还应考虑到金属膨胀系数的影响。
在一定的范围内,减小钎缝间隙可以提高钎缝的致密性。但钎焊接头间隙过小,将会因钎料填充困难而使致密性下降;如果间隙过大,将会因缝隙毛细管作用减弱而钎料不能填满钎缝,使致密性降低。总之,钎焊接头间隙的大小,对钎缝的致密性和强度有着重要的影响。合适的钎焊接头间隙能使接头得到其最高的强度。常用金属材料钎焊接头的间隙详见表6-7。
表6—7常用金属材料钎焊接头间隙(mm)
| 母 材 | 钎 料 | 接头间隙 |
|
碳 钢 |
铜钎料 黄铜钎料 银基钎料 锡铅钎料 |
0.02~0.05 0.05~0.20 0.05~0.15 0.05~0.20 |
|
不锈钢 |
铜钎料 镍基钎料 银基钎料 锡铅钎料 |
0.02~0.15 0.05~0.20 0.05~0.15 0.05~0.20 |
|
铜及其合金 |
黄铜钎料 铜银钎料 银基钎料 锡铅钎料 |
0.05~0.13 0.02~0.15 0.05~0.15 0.05~0.20 |
表6—8常用金属火焰钎焊时所选用的钎料和钎剂
| 钎焊金属 | 钎 料 | 钎 剂 |
|
碳 钢 |
铜锌钎料(如料103) 银钎料(如料303) |
硼砂或硼砂60%+硼酸40%,或钎剂 102 |
|
不锈钢 |
铜锌钎料(如料103) 银钎料(如料304) |
钎剂102或硼砂,或硼砂60%+硼酸 40% |
|
铸 铁 |
铜锌钎料(如料103) 银钎料(如料304) |
硼砂或硼砂60%+硼酸40%,或钎剂 102 |
|
硬质合金 |
铜锌钎料(如料103) 银钎料(如料304) |
硼砂或硼砂60%+硼酸40%,或钎剂 102 |
|
铜及其合金 |
铜磷钎料(如料204) 铜锌钎料(如料103) 银钎料(如料303) |
钎焊纯铜时不用钎剂,钎焊铜合金时 可用硼砂或硼砂60%+硼酸40%、钎剂 102或钎剂103 |
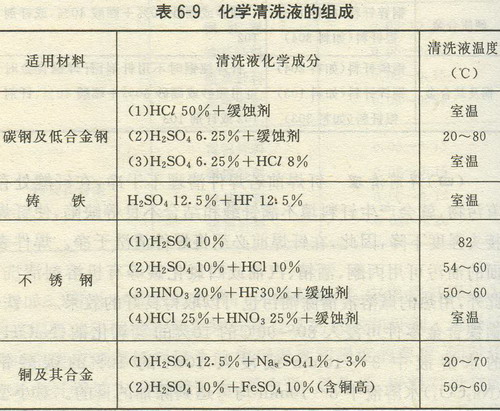
接合面处理后不得再用手摸,清理后的接头应尽快进行钎焊,以避免焊件在常温下发生氧化。
为保证钎焊接头间隙,对钎焊接头接合面应有合理的表面粗糙度要求,一般应达到Ra6.3以上,如果对接合面的粗糙度要求过低,接头间隙可能过大;如果对接合面的粗糙度要求过高,不仅加工困难,而且会使接头间隙过小。
(五)气焊火焰钎焊操作技术
1.先用轻微碳化焰的外焰加热焊件,焰芯距焊件表面15~20mm,以增大加热面积。
2.当钎焊处被加热到接近钎料熔化温度时,可立即涂上钎剂,并用外焰加热使其熔化。
3.当钎剂熔化后,立即将钎料与被加热到高温的焊件接触,并使其熔化渗入到钎缝的间隙中。当液态钎料流入间隙后,火焰的焰芯与焊件的距离应加大到35~40mm,以防钎料过热。
4.为了增加母材和钎料之间的熔解和扩散能力,应适当提高钎焊温度。但若温度过高,会引起钎焊接头过烧,因此,钎焊温度一般应控制在高于钎料熔点30~40℃为宜。同时还应根据焊件的尺寸大小,适当控制加热持续时间。
5.钎焊后应迅速将钎剂和熔渣清除干净,以防腐蚀。对于钎焊后易出现裂纹的焊件,钎焊后应立即进行保温缓冷或作低温回火处理。
TAG: 气焊工