
 |
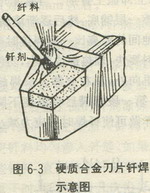
由于硬质合金刀片的线膨胀系数比刀杆低一倍左右,在钎焊过程中产生很大的内应力。因此,钎焊硬质合金刀片往往容易产生裂纹,使刀片在使用过程中破碎。为防止钎焊时产生裂纹,除正确选用钎料外,还应正确设计刀槽和掌握钎焊操作技术。
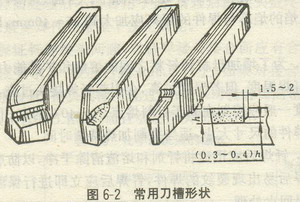
1.刀槽。常用的刀槽形状详见图6—2。一般刀槽用铣床或刨床加工,要求加工面粗糙度不低于Ra6.3。刀槽内棱角处应具有圆弧过渡,以避免刀体产生裂纹。
2.焊前清理。刀片在钎焊前通常采用喷砂处理,或在碳化硅砂轮上轻轻磨去钎焊面的表层。刀片在清理时应特别注意:切不可用机械方法夹住刀片在砂轮机或磨床上磨削,以免刀片产生裂纹;更不能采用化学机械研磨的方法,这样会将刀片表面的钴腐蚀掉,使钎料难以润湿刀片,造成钎焊接头强度下降,甚至不牢固。
 |
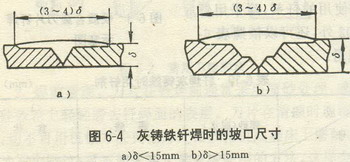
(二)灰铸铁钎焊 用气焊火焰钎焊灰口铸铁时,采用的钎料为料103铜锌钎料。这种钎料具有焊接速度快、焊件受热程度小、热应力小、不易产生裂纹等优点。因而焊件不会因局部过热而产生白口,焊后也易于切削加工,故对不太重要的灰口铸铁件常用气焊火焰来钎焊。钎焊灰铸铁使用的钎剂,除采用钎剂102外,还可以依照表6—10选用。
表6-10钎焊灰铸铁时用钎剂(mm)
| 序号\成分 | 脱水硼砂 | 硼酸 | 食盐 |
| Ⅰ | 100 | -- | -- |
| Ⅱ | 50 | 50 | -- |
| Ⅲ | 70 | 10 | 20 |
 |
2.操作技术。用气焊火焰将坡口边缘加热到红热状态后,立即撒上钎剂。当温度升至900℃左右时,用钎料在此段涂擦一层铺底,然后逐渐填满整段焊缝。钎焊时,火焰焰芯与熔池间的距离比一般焊接时要大些,火焰不要往复运动,填加钎料要快,加热部位要小,勿使钎焊处母材过热。焊接次序应由里向外,左右交替。长焊缝应分段施焊,每段以80mm为宜,第一段填满后待温度下降到300℃以下时,再焊第二段,这样做可使钎焊时的应力减小。
 |
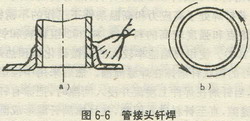
钎料选用直径为1.2~2mm的银钎料302,钎剂采用钎剂102或用50%硼砂、35%硼酸和15%的氟化钠。
 |
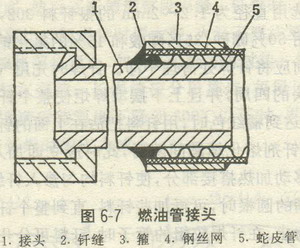 |
1.焊前准备。将内外各接触面用细砂纸打磨干净,其表面粗糙度应为Ra3.2,蛇皮管凹入部分和钢丝网外面也要清理干净。最好用酸洗清理,然后用酒精或汽油擦洗,晾干后装配。接头与蛇皮管、不锈钢箍与钢丝网间的装配间隙应为0.05~0.15mm。
2.操作技术。由于燃油软管接头仅有致密性和强度要求,可采用料201或料202铜磷钎料,配合使用钎剂101或钎剂102(若钎焊处于高应力和高温条件下工作的不锈钢件时,应采用熔点和强度较高的料303、料302银钎料和钎剂103或钎剂102)。使用火焰能率较大的轻微碳化焰预热焊件后,将调配好的糊状钎剂抹在焊缝周围。然后采用中性焰均匀加热焊件,当钎剂在焊件上漫流并浸入间隙时,把涂有钎剂的钎料填入缝隙,直至钎料进入间隙,并且填满钎缝形成圆滑的过渡后将火焰移开。钎焊时应注意待钎料完全凝固后方可移动焊件。钎焊燃油管接头应先将不锈钢箍套好并与钢丝网和蛇皮管钎焊成一整体,然后将接头和蛇皮管里面挂上钎剂并加热到钎焊温度(钎剂在焊件上漫流),把接头插入蛇皮管内,使管口向上,把蘸有钎剂的钎料填入缝隙。
3.焊后清理。钎焊好的焊件冷却后,必须对钎焊接头立即进行清理,否则,残留的钎剂将腐蚀焊件。清理可用15%柠檬酸水溶液刷洗钎焊接头及附近,然后用清水冲洗后晾干。
TAG: 气焊工