
普通低合金钢简称普低钢,含碳量很低,多数均小于0.2%并含有少量硅(Si)、锰(Mn)、铜(Cu)、钛(Ti)、钒(V)、钼(Mo)、铌(Nb)、磷(P)等合金元素。合金元素的加入使屈服强度提高50%以上,具有强度高、韧性好、耐腐蚀、耐磨、耐高温和耐低温等优良性能。
普通低合金钢用作焊接结构件的较多,因此要求其焊接性能要好。而合金元素如果加入过多,对焊接性能不利,因为它们的绝大多数都会增加淬硬倾向,使焊缝的热影响区容易形成淬火组织,而锰(Mn)还能促使奥氏体晶粒长大,为此,在普通低合金钢中适当含有钛(Ti)、铌(Nb)、钒(V)等元素,并限制碳和锰(Mn)的含量。常用的普通低合金钢的化学成分、性能及用途详见表5—4。
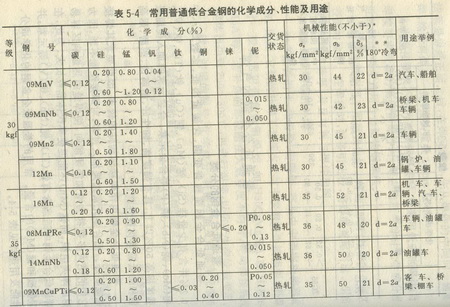
普通低合金钢按具体用途可分为强度钢、耐蚀钢、低温钢、耐热钢四类。其中强度钢强度高,塑性、韧性良好,焊接性及机械加工性能较好,是应用最广泛的一种。强度钢按照屈服强度的大小可分为300、350、400、450、500、550MPa六个等级。
强度钢广泛用于机车、造船、桥梁、压力容器等多种金属结构中。耐蚀钢对硫化氢、海水、大气等介质有较好的抗腐蚀性能,广泛用于石油、化工、海上平台及海底电缆等设备中。低温钢具有良好的耐低温性能,可用于制造空气分离式设备、石油分离式设备、各种低温容器和在寒冷地区使用的金属结构。耐热钢具有高温强度和高温抗氧化性能,用于制造汽轮机、锅炉等设备。
二、普通低合金钢的焊接特点
(一)普通低合金钢热影响区的淬硬倾向 普通低合金钢的热影响区有较大的淬硬倾向,并且随着屈服强度等级的提高,热影响区的淬硬倾向也就显著增加。但是对于强度等级较低而且含碳量较少的一些普通低合金钢,如09Mn2、09Mn2Si及09MnV等,其热影响区的淬硬倾向并不大。
(二)普通低合金钢的冷裂纹倾向 冷裂纹主要在强度等级高的厚板中容易产生,产生冷裂纹的三个因素是焊缝及热影响区的含氢量;热影响区的淬硬程度;接头的刚性所决定的焊接残余应力。一般随着普通低合金钢强度等级的提高,其焊接热影响区的冷裂倾向显著加大(尤其是在厚板中)。冷裂纹一般是在焊后冷却过程中产生,在刚度较大的焊接头中,这种冷裂纹还具有延迟性,即焊后停放一段时间(几小时、几天、甚至十几天)才出现,所以这种焊接冷裂纹又称为延迟裂纹。因此,对刚性大的焊接结构,焊后必须及时进行消除应力处理。
此外,在低合金高强度钢焊后热处理过程中还有可能出现再热裂纹,在焊接时应尽量采用强度较低的焊接材料,使得焊后热处理过程中发生的变形,集中在焊缝金属处,以避免热影响区开裂。再者,对于大厚度轧制普低钢钢板的焊接,在三通管接头及丁字接头的角焊缝处的热影响区有可能产生与板表面平行的裂纹,称为层状撕裂。
普通低合金钢一般采用电弧焊施焊。采用气焊的多是300~350MPa强度级的普低钢薄板,这一类普低钢的可焊性均较好,特别是300MPa等级的钢种,由于其含碳量低,其可焊性比20号钢还要好些。因此焊接碳钢的方法,对于这些普低钢完全可以采用,没有特殊的工艺要求。
对350MPa以上等级的普通低合金钢,由于强度级别增高,并含有一定量的合金元素,因而淬硬倾向较低碳钢要大,在结构刚性大,冬季室外施工、气温低的情况下,有冷裂的倾向。所以,这时在焊前应少许预热,而且气焊本身有预热、缓冷的作用,故对焊接有利。350MPa级的普低钢由于其中锰等元素有脱硫作用,含碳量又低,因而,热裂的可能性很小。
在对普低钢焊接时要注意保护熔池,以免合金元素烧损。
三、16Mn钢的气焊
16Mn钢的化学成分及机械性能可详见表5—5。16Mn钢是含有锰(Mn)和硅(si)的普通低合金钢,它比低碳钢仅增加了少量的锰(Mn),但屈服强度却增加了50%左右。16Mn钢具有良好的焊接性,但由于它含有一定量的锰(Mn),因而焊接的淬硬倾向和产生冷裂纹的倾向要比低碳钢大。
|
C (%) |
Mn (%) |
Si (%) |
S (%) |
P (%) |
屈服强度 (MPa) |
抗拉强度 (MPa) |
延伸率 (%) |
冲击韧性 (J/cm2) |
|
0.12~ 0.20 |
1.20~ 1.60 |
0.20~ 0.60 |
<0.05 |
<0.05 |
290~350 |
480~520 |
19~21 |
≥6 |
1.采用中性焰或微碳化焰,以避免合金元素烧损。焊丝可采用H08Mn或H08MnA,对于一些不重要的焊件可采用H08A。
2.焊接过程中应避免中途停顿,火焰应始终笼罩熔池,不作横向摆动。尤其在焊缝收尾时,火焰必须缓慢离开熔池,以防止合金元素烧损,避免产生气孔、夹渣等缺陷。
3.焊接结束时,应立即用火焰将接头加热至暗红色(600~650℃),然后缓慢冷却,以减少焊接应力和促进有害气体氢的扩散,从而提高接头的性能。
4.冬季旋工环境温度低时施焊,焊件的被焊区在焊前应用气焊火焰稍微加热。定位焊时,焊点断面尺寸应大些,焊点应加长些,以免产生裂纹。
TAG: 气焊工