
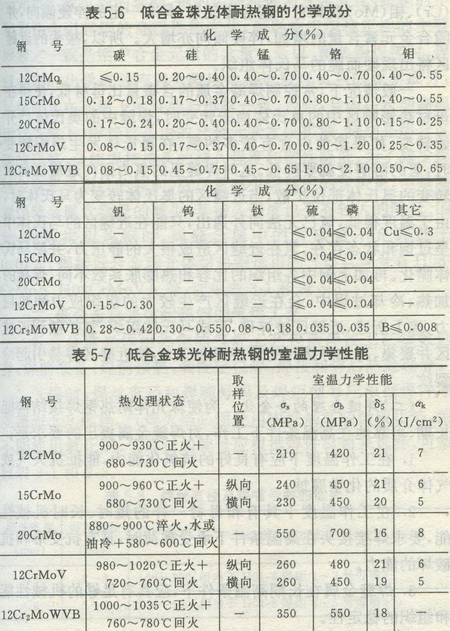
常用低合金珠光体耐热钢的化学成分和力学性能详见表5—6和表5—7。
一、低合金珠光体耐热钢焊接时存在的问题
(一)近缝区的冷裂纹 由于这-_类钢中含有一定量的铬(Cr)、钼(Mo)及其它一些合金元素,具有一定的淬硬倾向,并随合金元素含量的增加,淬硬倾向亦增大。所以,接头的近缝区将出现硬而脆的马氏体组织。
一般情况下,常控制焊缝金属的含碳量比母材低,使得在母材热影响区中的奥氏体尚未转变时,焊缝中的奥氏体已开始转变,如果熔池内含有较多的氢,在奥氏体发生组织转变时,氢的溶解度就要降低。这时焊缝里的氢力图向近缝区尚未转变的奥氏体部位扩散,当近缝区的奥氏体转变为马氏体时,由于温度很低,氢已无法向外逸出,只能在近缝区的马氏体中呈过饱和状态存在。氢在近缝区造成很大的静压力,并使马氏体脆化。再加上钢中各组织的比容和热膨胀系数不同,焊接的加热、冷却过程中,会在近缝区产生较大的组织应力和热应力。综上所述,近缝区被淬硬,形成马氏体组织,氢扩散到近缝区并聚集,再加焊接时的焊接残余应力,使近缝区容易引起冷裂纹。
(二)焊缝合理的合金化为使珠光体耐热钢焊接结构能长期、可靠地在高温条件下工作,对焊缝金属提出的要求是:
1.在工作温度下应有良好的抗氧化能力,能抵抗大气或气体介质的化学腐蚀。
2.在工作温度下具有和母材一样的短时、长时机械性能,要求焊接接头在高温条件下承受载荷时,具有抗变形和抗破坏的能力。
3.焊缝金属在长期高温条件下,应具有足够的机械性能和组织的稳定性。
因此,在选择气焊丝时,不仅要考虑焊缝金属的室温性能,而更主要的是满足高温性能的要求。一般钢的组织和性能在室温时是相当稳定的,但是长期在高温、应力的作用下,由于元素扩散过程的加剧,钢的组织将逐渐发生变化,组织的不稳定性会引起钢的高温性能变化,而影响组织稳定性的主要因素之一就是钢中合金元素的含量。所以,耐热钢焊接时,焊缝金属的化学成分应最大限度地接近被焊材料的化学成分,以保证其在高温下的性能与母材一致。否则,会因在长期高温运行条件下,焊接接头内的合金元素发生扩散,特别是熔合区碳的迁移,会使焊接接头的持久强度和塑性降低。为了减少焊缝金属形成裂纹的倾向,应尽量减少焊缝中的含碳量。但是随着焊缝金属含碳量的减少,其持久强度也会有较大的降低。因此,在焊接耐热钢时,焊缝金属中的含碳量不允许低于0.07%。焊接低合金珠光体耐热钢选用的气焊丝牌号有H08一CrMoA、H08CrMoVA等,详见表3—1和表3—3。
二、低合金珠光体耐热钢的气焊工艺
低合金珠光体耐热钢的气焊工艺包括焊接工艺参数选择、焊前准备、焊前预热、装配定位焊、焊接和焊后热处理等。
气焊时,焊丝直径和焊嘴号码及焊炬型号应根据焊件厚度按表5—8选择。气焊火焰必须使用中性焰或轻微碳化焰,绝不能使用氧化焰。气焊丝的牌号应根据焊件材料来选择,可参照表3—1和3—3。
表5-8焊丝直径及焊嘴号数的选择
|
焊件厚度 (mm) |
焊丝直径 (mm) |
焊嘴容量(L/h) |
| ≤3 | 2~3 | 150~300(相当于H01-6焊炬1~3号焊嘴) |
| ≤6 | 3~4 | 300~500(相当于H01-6焊炬3~5号焊嘴) |
焊前预热温度一般应为250~300℃。如果气温低于-10℃,钢材中含有钒(V)的成分。如铬钼钒钢,应将预热温度提高到400℃以上,然后再进行焊接。
焊接时,采用的焊接方法应尽量采用右焊法,此种方法的焊接火焰指向焊缝,能更好地保护焊缝金属,并能使焊缝金属缓慢冷却。在焊接过程中,焊丝和焊嘴的操作要使坡口边缘熔合良好,并且焊丝的末端,不应离开熔池。否则,易使空气中的氧和氮侵入焊缝,降低焊缝力学性能。在施焊过程中,要求每层焊缝力求一次完成。当焊缝收尾或焊接中途必须停止时,焊嘴应逐渐离开熔池,不使熔池冷却过快。焊接中断后恢复焊接时,必须把整个接头先进行均匀预热到250~300℃后再进行焊接。—般3~6mm壁厚的小直径管采用两层焊完。
焊接完毕,待冷却到200℃时,即可进行焊后热处理。若不能及时进行热处理,必须用石棉绳包扎,使焊缝缓慢冷却。或采用其它方法使其缓慢冷却。
低合金珠光体耐热钢焊后热处理的方式为高温回火。焊后热处理的目的是为了减少焊接残余应力,以免产生冷裂纹;同时改善组织,获得必要的力学性能。高温回火的工艺参数,如12CrMo钢的管子焊接接头两侧30~40mm的范围内加热到680~720℃,保温30min,然后在空气中冷却。
焊后热处理也常采用正火处理的方法,对管子焊接接头两侧30~40mm的范围进行焊后热处理。当合金不同时,热处理温度也各不相同。例如:钼钢加热捌850~900℃,按管子厚度,每毫米厚保温1~1.5min,空冷。铬钼钢加热到930~950℃,按管子厚度,每毫米厚度保温1~1.5min,并需要用石棉布包住使其缓慢冷却,待冷到300℃左右,方可将石棉布去除,再空冷。铬钼钒钢应加热到960~1000℃,按管子厚度,每毫米厚保温1.5~2min,也可以用石棉布包住缓慢冷却。
加热的方法,—般都使用专用的加热设备,如电阻炉或中频感应加热器;也可采用火焰进行加热。
三、低合金珠光体耐热钢气焊实例
15CrMo钢合金元素含量不多,可焊性良好,适用于锅炉过热器管、蒸汽导管及联箱等。下面说明锅炉过热器Φ32×4mm的15CrMo钢管的对接气焊:
(一)焊前准备 开V形坡口,使装配后的坡口角度为60~65℃;清除坡口及其内外壁20~35mm范围内的油污、铁锈等杂质,直至露出金属光泽为止。焊丝也应去除油污和铁锈等。
(二)装配定位焊 装配时两管要确实对准中心,两个端口外壁周围要平行一致。可用V形铁垫在管子下面或用专用夹具以保证装配要求。对称定位焊点固两点,点固缝长度为10mm左右,点固焊的厚度要低于管壁厚的丑1/3。并且在定位焊和正式焊之前都要把接头预热到250~300℃。应选用含碳量较母材低的焊丝H12CrMo,焊丝直径为2~3mm,选用H01—6型焊炬,3号焊嘴,中性焰。
(三)焊接 分两层焊,第一层采用“击穿焊法”(即将熔池烧穿,形成熔孔),并应严格掌握熔池温度,如发现小孔(熔孔)中有火花飞溅,则表示金属有过烧现象;施焊第二层时,焊速要快,火焰焰芯距熔池表面3~5mm为宜,焊矩要平稳前移,焊丝始终处于火焰的保护下。焊接焊缝接头时,应特别注意,尤其是第一层焊缝接头,如掌握不好,就会出现热裂纹。焊接焊缝接头时,火焰焰芯应从焊接处向后带回10mm左右,再立即快速向前施焊,待焊到与焊缝始端相遇处,应重叠10mm左右,以保持焊缝成型美观和避免产生裂纹。每层焊缝应一次焊完。第一层与第二层的焊缝接头应相互错开20mm以上。
(四)焊后热处理 其方法是在焊缝金属两侧30~40mm范围内,用铬镍电阻丝加热至910~930℃,并保持5~7min,然后在空气中自然冷却。
(五)焊接环境 应尽可能避免在0℃以下或风雨雪环境中施焊。
气焊时,常遇到的低合金珠光体耐热钢还有12CrMoV和10CrM0910等。
12CrMoV具有较高的热强性和持久塑性,工艺性能和焊接性良好,在580℃长期使用中,会产生珠光体球化。12CrMoV在580℃以下抗氧化性能良好,腐蚀深度为0.05mm/年。该钢材主要用作蒸汽温度为540℃导管,管壁温度低于580℃的过热器及煅件。12CrMoV气焊时用H08Cr—MoVA焊丝,焊接火焰控制为中性焰或轻微的碳化焰,以防止合金元素的烧损,在气焊后最好能作1000~1020℃正火,加720~750℃回火。10CrM0910是国外的耐热合金钢种。主要用于工作温度为540℃、10MPa的锅炉高温过热器管、蛇形管及汽轮机主蒸汽管,以及其它高温高压容器的导管等。
10CrM0910具有良好的焊接性,气焊选用H08CrMoA焊丝,也可以用H08CrMoVA焊丝。10CrM0910钢含铬量较高,熔池液体金属较粘,容易产生内凹、气孔和裂纹,所以在气焊时,要求火焰能率要大,焊接焊缝根部时要将铁水向内倾,注意收口。焊后用石棉布包住保温缓冷,然后进行回火热处理,加热720~750℃,保温不小于一小时,空冷。回火温度不得低于700℃,也不得高于780℃。
TAG: 气焊工