
在腐蚀介质中具有较高的抗腐蚀性和优良的化学稳定性的钢称为不锈钢,大部分不锈钢还具有良好的耐热性。为了使钢材具有抗腐蚀性能,在钢中加入大量的合金元素,一般都超过10%,因而不锈钢属于高合金钢。
在不锈钢合金元素中,铬(Cr)是提高抗腐蚀性能最主要的一种元素,当钢中含铬量大于12%时,钢便具有抗腐蚀性能,所以一般不锈钢中铬含量均大于12%。不锈钢按化学成分可分为铬不锈钢(如1Crl3、2Cr13等)和铬镍不锈钢(如0Cr18Ni9、1Crl8Ni9、1Cr17Ni13Mo2Ti等);按组合状态可分为铁素体不锈钢(如Cr17、1Cr17Ti、Cr28等)、马氏体不锈钢(如2Cr13、3Cr13、4Cr13)和奥氏体不锈钢(如0Cr18Ni9、1Cr18Ni9Ti、1Cr17Ni13Mo2Ti)。不锈钢中的含碳量大多都很低,在钢中以万分之几表示,如1Cr18Ni9,其含碳量小于或等于0.08%。如果不锈钢的含碳量小于或等于0.03%时,在钢的牌号前分别标上“0”及“00”,如0Cr18Ni9Ti、00Cr19Ni10。这种低碳和超低碳不锈钢具有更强的耐腐蚀性能。
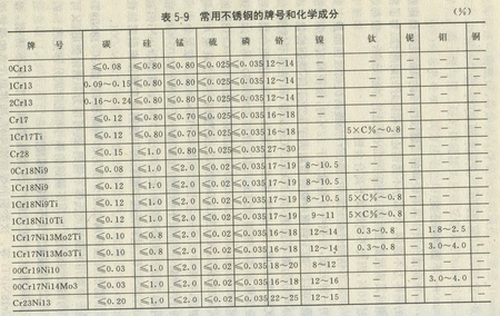
能抵抗强烈腐蚀性介质的钢叫耐酸钢,如1Cr18Ni9Ti是一种常用的铬镍奥氏体不锈钢,既可作为不锈钢使用,又可作为耐酸钢使用。常用不锈钢的牌号和化学成分详见表5—9。
二、铬镍奥氏体不锈钢的焊接性
不锈钢中应用最广泛的是铬镍奥氏体不锈钢,如1Cr18Ni9Ti等。这类钢的焊接性良好,能获得优良的焊接接头。但是如果焊接材料选择不当,或焊接工艺不正确,则将在接头中产生晶间腐蚀或热裂纹等缺陷。
(一)晶间腐蚀 晶间腐蚀是铬镍奥氏体不锈钢焊接和热加工最危险的破坏形式。它的特点是沿晶界开始腐蚀,从表面上看,有时不易发现,但由于晶界失去了抗腐蚀能力,它使接头机械性能显著下降和早期破坏。
实践证明,铬镍奥氏体不锈钢无论是焊缝还是热影响区,都可能发生晶间腐蚀。由于碳在奥氏体中的溶解度随温度下降而减少,室温下,溶解度只有0.02%,而一般的铬镍奥氏体不锈钢的含碳量约为0.08%,碳是呈过饱和状态存在于奥氏体中。而当铬镍奥氏体不锈钢在450~850℃的温度范围内停留一段时间后,奥氏体晶粒内多余的碳就会在晶粒边界析出,并与晶界附近的铬结合形成碳化铬。而晶粒内部的铬向晶界扩散的速度较慢,来不及补充,结果使晶界处的铬含量大为下降,形成晶间贫铬。如果“贫铬区”的铬含量小于12%,这时晶界就失去了耐腐蚀的能力,即产生晶间腐蚀。已产生晶间腐蚀的不锈钢,有的从表面看到腐蚀痕迹并不明显,但在受到应力的作用时,即会沿晶界断裂,几乎完全失去强度。
在焊接铬镍不锈钢时,为了防止晶间腐蚀应采取以下措施:
1.严格控制和减少焊缝金属中的含碳量,通过减少和避免形成碳化物,从而降低形成晶间腐蚀的倾向。如果把含碳量降低到0.04%以下,就可避免碳化铬析出。这种含碳量低于0.04%的不锈钢或焊丝,一般称为“超低碳”不锈钢,能有效地克服晶间腐蚀。
2.使焊缝形成双向组织。即在焊缝金属中加入一定量的铁素体形成元素。如钛、铌、钼、硅等,促使焊缝形成奥氏体加铁素体双相组织。实践证明,当奥氏体中有5%~10%的铁素体存在时,则会大大提高抗晶间腐蚀的能力。这是由于铬在铁素体里的扩散速度要比在奥氏体中快得多,一旦在晶界处形成贫铬层,就能够较快地从铁索体内部得到补充,从而使贫铬层消失。
3.加快冷却速度。将焊件放在铜垫板上焊接,或直接用冷水冷却,使焊接接头在450~850℃温度区内的停留时间大大缩短,从而使产生贫铬区的可能性大大减小。
4.添加稳定剂。在母材和焊丝中加入能够形成比碳化铬更稳定的碳化物元素如钛(Ti)、铌(Nb)等,以减少铬的碳化,因而也就提高了材料抗晶间腐蚀的能力。
5.焊后热处理。可采取以下两种热处理方法:第一种,将焊接接头加热到1050~1100℃,此时碳又重新熔入奥氏体中,然后急速冷却,便得到了稳定的奥氏体组织,这种热处理叫固溶处理。第二种,将焊接接头加热至850~900℃,保温2h,此时奥氏体晶粒内部的铬就能扩散到晶界上,使晶界附近产生稳定的碳化铬,且不以线状分布在晶界,而成球状分离存在。这样,晶界腐蚀也就不会产生,这种热处理叫稳定化处理。
(二)热裂纹 铬钼奥氏体不锈钢焊接时,焊缝和热影响区均可产生裂纹,而且主要是热裂纹。产生的原因是:奥氏体不锈钢易形成方向性强的枝晶焊缝组织,有利于有害低熔点杂质的偏析形成晶间液态夹层;再加上奥氏体不锈钢的导热性能差(比低碳钢小2/3),线膨胀系数大(比低碳钢大50%左右),焊接接头在冷却过程中形成较大的拉应力;这样,奥氏体不锈钢的焊缝中就很容易产生热裂纹。
防止热裂纹的主要措施有:
1.使焊缝形成奥氏体和铁素体的双向组织,当焊缝金属中有5%的铁素体时,使晶粒长大受到约束,从而起到细化晶粒打乱枝状晶的方向,使焊缝中的低熔点杂质分布均匀,从而提高了焊缝的抗热裂性能。此外,铁素体可以溶解更多的有害杂质,以减少低熔点杂质在晶粒边界上的偏析。
2.减少母材和接头的含碳量,可采用超低碳奥氏体母材和焊丝并减少焊缝金属的有害杂质磷、硫等。
3.焊接时应采取尽量快的焊接速度以减少熔池和母材过热。多层焊时,要严格控制层间温度不宜过高,要等前一道焊缝冷却后再焊下一道焊缝。
三、铬镍奥氏体不锈钢的气焊工艺
不锈钢类材料的焊接通常采用手工电弧焊。也可采用氩弧焊,以解决不锈钢焊接可能出现的晶间腐蚀及热裂纹等缺陷。对于气焊来说,具有不易烧穿和在各种位置都能焊接的特点,因此,有些薄板结构和薄壁小直径管子,在没有耐腐蚀要求的情况下,可采用气焊方法。气焊时必须采取以下工艺措施:
(一)焊嘴号码要小 为减少过热,焊嘴号码应比焊接同样厚度的低碳钢小,其焊接工艺参数详见表5~10。为减少合金元素的烧损,应采用中性焰或轻微碳化焰。
(二)坡口的开设 对接焊接,焊件厚度小于1.5mm时,可不开坡口;焊件厚度大于1.5mm时。开V形坡口,坡口角度为60°。焊前应严格清理焊接区的污物。
表5—10气焊不锈钢的焊接工艺参数
|
焊件厚度 (mm) |
装配间隙 (mm) |
焊丝直径 (mm) |
焊嘴号码 |
氧气压力 (MPa) |
接头型式 |
| 0.8 | 1.0 | 2 | 2(H01—2焊炬) | 0.20 | 对接 |
| 1.0 | 1.0 | 2 | 2(H01—2焊炬) | 0.20 | 对接 |
| 1.2 | 1.5 | 2 | 2(H01—2焊炬) | 0.20 | 对接 |
| 1.5 | 1.5 | 2 | 2(H01—6焊炬) | 0.20 | 对接 |
| 2.0 | 1.5 | 2 | 2(H01—6焊炬) | 0.20 | 60°坡口,钝边1.0 |
| 2.5 | 1.5 | 3 | 2(H01—6焊炬) | 0.25 | 60°坡口,钝边1.0 |
| 3.0 | 2.0 | 3 | 2(H01—6焊炬) | 0.25 | 60°坡口.钝边1.0 |
表5—11 气焊不锈钢常用的焊丝
| 母 材 | 焊丝牌号 | 焊丝直径(mm) |
|
0Crl8Ni9 0Cr18Ni9Ti 1Cr18Ni9Ti |
H00Cr21Ni10 H0Cr21Ni10 |
1.5~2.0 |
| Cr18Ni10Ti | H0Cr20Ni10Ti | 1.5~2.0 |
|
1Cr17Ni13Mo2Ti 1Cr17Ni13Mo3Ti |
H0Cr20Ni14Mo3 |
1.5~2.0 |
(五)双面焊接 如需双面焊接时,接触腐蚀介质的一面应最后焊。焊后应用60~80℃的热水将焊缝表面残留的熔剂或熔渣洗刷干净,必要时还可进行酸洗和钝化处理,以增加接头的抗腐蚀性能。
(六)焊后热处理 根据使用要求确定,采用固溶处理及稳定化处理。要求不高时可不热处理。
(七)焊接实例 焊制1mm厚、1Cr18Ni9Ti不锈钢板制成的直径300mm、高为500mm的桶。桶身为对接接头,桶身与桶底采用卷边接头。
1.桶身的焊接:做好焊接处和焊丝的清理工作;装配间隙为0.5~0.7mm,全长定位焊8处,每处定位焊缝长约20mm。焊炬选用H01一6型,1号焊嘴,焊丝牌号选用H0Cr21Ni10,焊丝直径为彩1.5mm,气焊熔剂选气剂101;焊接时自中间向两端焊接,焊接工艺参数同上。
2.桶底的焊接:做好焊接处和焊丝的清理工作;翻边5mm的底装入桶底位置;进行对称定位焊,共8处,每处约20mm,焊炬选用H01—6型,2号焊嘴,不用焊丝。
3.焊后用温水刷洗3次,将焊缝表面残留的熔剂或熔渣洗刷干净。
TAG: 气焊工