
 |
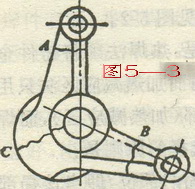
如图5—3所示,当补焊A、B两处的裂纹时,可采用冷焊方法,因为A、B两处均可自由收缩,在补焊时即使有焊接应力,也不至于拉裂。而焊接c处裂纹时要预热,因C处不能自由收缩,焊接应力可能将该处拉裂。其焊接工艺如下:
1.焊前用钢丝刷、砂纸、锤刀等将裂纹处油污清理干净,开90°~120°的坡口。
2.用炉子或气焊火焰预热工件至600~650℃。
3.焊炬型号H01一12型、5号焊嘴、中性焰。采用铸铁焊丝,丝401一A和气焊熔剂气剂201。
4.当焊件加热至红热状态时,撒上气焊熔剂,在焊接时应用焊丝不断地搅动熔池,以便使熔渣浮在熔池表面,焊丝不应伸入火焰太深,以免大段熔化,降低熔池温度,产生白口。
5.焊接应一次完成,中途不得中断,否则,使铸铁白口化。
6.为保持孔内光滑,避免焊后机加工,在焊前应在孔内塞上石棉绳或粘土,并防止预热时氧化。焊后须将零件放在石棉灰中缓冷,待完全冷却后取出。
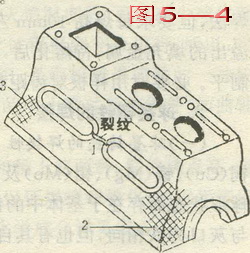 |
在焊补前应首先将焊补处清洗干净,焊接时使用401A焊丝、气剂201、中性焰。焊补前,先用一把焊炬加热如图5—4中的2处,随2处的温度的升高,1处裂纹间隙会逐渐扩大,待间隙扩大到1.5mm时,立即用另一把焊炬加热1处,并用气焊火焰开坡口。由于厚度较厚,开U形坡口,并进行焊补。在焊补时,2处仍需继续加热;以维持一定的温度,同时可对3处适当加热,但对其它各处严禁加热。补焊完毕后,应对补焊处和加热减应区同时冷却,同步收缩,这样,由于应力很少,就不会引起裂纹,使得补焊质量较好。
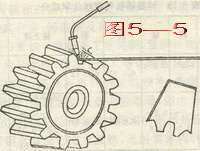 |
补焊时,尤其是补焊第一层时,填充焊丝和焊件必须确实熔合,没有夹渣等缺陷,否则,焊接处不会牢固。
如果补焊后不需要进行机械加工的厚、大轮齿,可采用冷焊法,但要求每焊高10mm左右,就应用气焊火焰,烧烤侧面溢出的填充金属,待熔化后,用焊丝的端部将其拔掉,并需要制平。必要时用样板对齿距和齿厚进行校正。如图5—5所示。
TAG: 气焊工