
1.焊透性差,易变形。紫铜的导热率在室温时比低碳钢约大8倍,在1000℃时要大10倍,使得焊接区不容易加热到熔点,致使母材难以熔化,填充金属和母材不能很好熔合,产生未焊透和未熔化现象。因此,焊接时要使用大功率热源(火焰能率高),通常在焊接前还需采取预热措施。另一方面,紫铜的线膨胀系数比低碳钢要大50%以上,由液态转变为固态时收缩率也较大,再加上铜的导热能力好,使焊缝热影响区宽,如果工件刚度不大,又无防变形措施,在焊件焊后就会产生严重的变形。
2.易氧化,焊接接头机械性能低。铜在常温下不容易氧化,但当温度升高到300℃以上时,其氧化能力便很快增大。当温度接近熔点时,其氧化能力最强,生成氧化亚铜(Cu2O)。在焊缝金属结晶时,氧化亚铜和铜会形成低熔点共晶体(1064℃),分布在铜的晶界上,使焊接接头力学性能大为降低,其强度可降低到只有母材的1/2~1/3。又由于铜是单相组织,没有同素异构转变,也没有重结晶和细化晶粒的作用,因此,焊后焊缝金属都是粗大的晶粒组织,所以也造成了焊后焊缝的机械性能一般低于基本金属,尤其是接头部分的塑性和韧性,降低更为明显。
3.气孔。气孔是铜焊接时的一个主要问题。大量试验研究和生产实践表明,紫铜焊缝对氢气孔的敏感性比低碳钢焊缝要高得多。其原因是:一方面铜的导热系数高,使得铜焊缝的结晶凝固过程特别快,因而在高温时所溶解在焊缝中的氢不易上浮逸出,就在焊缝中形成气孔;另一方面,试验表明,铜在高温时吸收氢量的能力比低碳钢也大得多,这也是为什么铜对氢气孔特别敏感的原因。
4.裂纹。紫铜在焊接时,在焊缝和近缝区内产生的裂纹,其中最常见的是热裂纹。热裂纹的倾向与两个因素有关:一是焊缝中杂质的影响;一是焊接过程中所产生的应力。铜在高温时易氧化成氧化亚铜,在凝固时,氧化亚铜不溶于固体铜中,因此析出的氧化亚铜与铜形成脆性的共晶体分布于晶界上,使铜变脆,易形成裂纹。此外,铅(Pb)和铋(Bi)也是铜的主要有害杂质,它们几乎不溶于铜,在结晶时析出并与铜形成低熔点共晶体,即使在焊缝中含量很低也会形成裂纹。再者,由于铜线膨胀系数和收缩率较大,而且导热性强,焊接时多采用较大的热功率,加热区域较宽,因而焊接接头承受较大的拉应力,也是促使焊接时产生裂纹的另一个原因。
(二)紫铜的气焊
1.接头型式和坡口制备。焊接紫铜最常用的是对接接头。搭接接头和T型接头一般不采用,坡口的型式及尺寸详见表4—4。
2.气焊工艺参数的选择。气焊紫铜时,焊丝一般都含有脱氧剂,如磷(P)、硅(Si)、锰(Mn)、锡(Sn)等。采用最多的焊丝是201(紫铜焊丝)或丝202(低磷铜焊丝),详见表3—6。常用的焊粉(气焊熔剂)为气剂301,焊粉的主要成分为硼砂和硼酸,详见表3—10。气焊紫铜时,应采用中性焰。氧化焰会使熔池氧化,在焊缝中生成脆性的氧化亚铜;碳化焰会使焊缝产生气孔。由于铜的导热性强,因此,气焊时应选用较大的火焰能率,焊丝直径、焊炬型号、焊嘴号码及乙炔流量的选择应根据母材厚度,详见表5—19。
表5—19紫铜气焊时焊炬和焊嘴的选择
|
母材厚度 (mm) |
焊丝直径 (mm) |
焊炬型号及焊嘴号码 |
乙炔流量 (L/h) |
| <1.5 | 1.5 | H01-2焊炬,4~5号焊嘴 | 150 |
| 1.5~2.5 | 2 | H01-6焊炬,3~4号焊嘴 | 350 |
| 2.5~4 | 3 | H01-12焊炬,1~2号焊嘴 | 500 |
| 4~8 | S | H01-12焊炬,2~3号焊嘴 | 750 |
| 8~15 | 6 | H01-12焊炬,3~4号焊嘴 | 1000 |
(1)焊件的清理:焊件表面和焊丝表面的油污和氧化物,在焊接前必须清理干净。清理方法是先用丙酮溶液将表面油污洗净,再用温水冲洗。然后在待焊处两侧20~30mm范围内用钢丝刷刷除氧化物,直至露出金属光泽为止。清理后的焊件应及时进行焊接,以免表面重新氧化。
 |
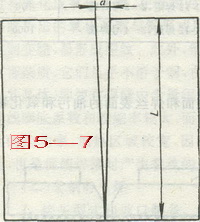 |
(4)焊件的装配:接板一般不用点固焊缝,但焊件组装可以用点固焊缝点固。在不点固的情况下接板时,应使两板材彼此之间有一锥形预留间隙,以弥补焊缝的收缩,如图5—7所示,一般焊缝长度每增加1m,预留间隙应增大16mm,或接头末端的间隙应不超过焊缝全长的2%,即:a≤2%L。焊件装配时可用夹具,也可用定位焊装配,定位焊点长度为20~30mm,短焊缝应先定位焊两端,再定位焊中间。
 |
(6)紫铜的焊后处理:气焊紫铜时所获得的焊接接头,其力学性能通常低于母材,为提高接头的性能,可进行锤击和热处理。焊件厚度小于5mm时,可在冷态下进行锤击;较厚的焊件应在250~350℃下锤击。经过锤击,焊件接头的强度和塑性都会得到提高。如果把焊件加热到500~600℃,然后在水中急冷,可以提高焊接接头的塑性和韧性,这种处理通常叫做水韧处理。
(三)紫铜气焊实例
1.Φ10×1.5mm的紫铜管的气焊。
选用的焊炬为特小号H01—2型,5号焊嘴,熔剂为气剂301(CJ301),焊丝为丝202,气焊火焰选用中性焰。
气焊前将两铜管待焊处用砂布打磨至露出金属光泽,再用细锉刀将小铜管待焊处锉平,然后将两铜管对接,不留间隙。焊接时,先在焊接处上下移动焊炬进行预热。当焊件预热至暗红色时,将焊丝一端烧热沾上熔剂涂在待焊处周围,这时应注意焊丝的尖端要在外焰中。在达到焊接温度时,把焊丝送到焊接处熔化一滴,这滴铜水和焊件熔合后,应及时把火焰和焊丝移开,等铜熔液稍凝固,再送入焊丝,如此连续进行焊接。
2.Φ57x4mm紫铜管的气焊。
(1)焊前准备:接头开60°~70°的坡口,用细砂布打磨工件和焊丝表面、去除表面锈蚀,使之露出金属光泽。选用H01—12焊炬,3号焊嘴,焊丝选用丝201、直径为黟4mm,气焊熔剂选用气剂301(CJ301)。首先用气焊火焰加热焊丝,蘸上熔剂,然后将管子圆周等分为三分,用严格的中性焰定位焊两点,从第三点开始爬坡转动焊。
(2)焊接:在爬坡焊处预热,预热温度为400~500℃,以看到坡口处起皱、发黑为宜,然后压低焊炬,使焰心距坡口表面4~5mm,加热坡口到红热状态,并不断用焊丝蘸熔剂往坡口上熔敷。这时由于热胀作用,间隙减小,约有1.5~2mm。继续加热,则可看到坡口中铜水冒气泡,直至冒气泡现象消失,证明已达到温度,这时应迅速投入焊丝熔滴。焊炬划圈前进,防止铜水四散和焊缝成型不良,要边转边焊。至焊缝终点时应继续焊到超过终点10mm左右,慢慢填满熔池,待熔池凝固后再撤离焊炬。然后用小锤轻轻敲击焊缝。最后将焊缝加热至暗红色,放入水中急冷,取出后把表面熔渣清除干净。
TAG: 气焊工