
 |
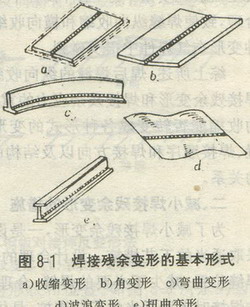
(二)角变形 这种变形是由于焊缝横截面形状不对称或施焊层次不合理,致使焊缝在板厚度方向上横向收缩量不一致所产生的。如图8—1b所示V形坡口对接焊后发生了角变形,主要是由于焊缝截面上宽下窄使焊缝的横向收缩量上大下小而引起的。
(三)弯曲变形这种变形是由于焊件上焊缝布置不对称或焊件断面形状不对称,焊缝的纵向收缩所引起的。如图8—1c所示,T型梁的焊缝位置位于梁的中心线下方,焊后由于焊缝纵向收缩,造成了弯曲变形。
(四)波浪变形 薄板气焊时最容易产生波浪变形,如图8—1d所示。其产生的原因是焊缝的纵向收缩和横向收缩共同作用的结果。一方面由于焊缝的纵向收缩,使薄板边缘产生压应力,当压应力超过一定数值时,便在薄板边缘出现了波浪形的变形;另一方面由于焊缝的横向收缩引起角变形,这些角变形连贯起来就形成了波浪变形。
(五)扭曲变形 如图8—1e所示,这种变形产生的原因主要是因装配质量不好、工件搁置不当,焊接顺序和焊接方向不合理,致使焊缝纵向收缩和横向收缩不一致所造成的。一般这种变形在气焊件中很少碰到。
综上所述,焊后焊缝的纵向收缩和横向收缩是引起各种焊接残余变形和焊接残余应力的重要原因。同时还说明,焊缝的收缩能否转变成各种形式的变形还和焊缝在结构上的位置、焊接顺序和焊接方向以及结构的刚性大小等因素有直接的关系。
TAG: 气焊工